

No Problem at All: Diagnosing the 8 Disciplines of Problem Solving
When problems appear, discipline is vital. Disciplines also help, and the eight disciplines of problem-solving (also referred to as the 8Ds) offer a proven process improvement structure that provides a framework for identifying root causes, eliminating them, and preventing reoccurrence.
The enduring popularity of the 8Ds attests to their power. It’s a tried and tested format on which you can rely — no matter what has gone wrong elsewhere.
How the 8 Disciplines of Problem Solving Evolved
In the 1980s, the Ford Motor Company published its manual, Team Oriented Problem Solving (TOPS), the first articulation of the 8Ds. Eventually, it refined the original procedures into the current 8Ds.
Ford also added an initial planning stage (D0). There are now nine steps of 8D. Fortunately, the actual process is more intuitive than its numbering.
Initially developed for the auto industry, the 8D problem-solving process has been successfully adopted across multiple industries, including healthcare, government, finance, retail, and manufacturing.
How 8D Can Help You
The benefits of 8D include:
- More effective and efficient problem solving
- A team-oriented approach
- Open communication within the team and with management
- A framework for corrective action that allows for systemic changes and continual improvement
- Intense examination of the control systems that permitted the problem
- Easy integration with process-improvement tools
You can apply the 8Ds whenever processes break down. Engineers and manufacturers often turn to them when they receive customer complaints or discover safety or regulatory issues. They also come in handy when a system’s amount of waste or a product’s failure rates hit problematic levels.
What Are the 8 Disciplines of Problem Solving?
The 8Ds provide a methodical approach to problem-solving. The sequence of nine steps will take you from the initial discovery of an issue to your celebratory toast when you fix it.
The designers added a planning stage to the original 8D methodology. This stage focuses on the one following, bringing clarity and intention to the project.
Summarize the Issue
You’ll describe it in greater detail later, but you’ve started this process because you identified a problem. What is it?
Collect the information on the problem’s symptoms and identify apparent gaps or additional needs. You might also want to consult a subject matter expert and get their input on your issue. They may be able to save you time further down the road.
Identify and Take Emergency Responses
If your house is on fire, put it out. Then you can take a hard look at the wiring.
As soon as you’ve identified a problem, take any necessary action to limit or contain a dangerous situation. Don’t overreact or prematurely make uncertain changes. Just exercise common sense.
Plan for the 8Ds
Your actual project plan will change as you make discoveries. This document is simply an outline of the project’s space within your company. It’s a theory about the necessary investment of time and other scarce resources.
Identify the resources you have and need. Sketch out schedules and note the variables that will affect them.
D1: Form Your Team
Create a team to tackle the problem.
Add the Right People
The group should be small enough to be efficient but large enough to cover all necessary process/product knowledge and technical skills. Some recommend a team of about five members. Make sure this team has the necessary authority and allotted time they need.
Identify both a team leader and a project champion in management (if necessary). Establish guidelines for harmonious group work.
This is also the time to perform team-building exercises if you want.
Review the Problem
Get team members up to date and fully on board. Review the initial brief for the project and discuss scope and priorities. Team members should all have the opportunity to voice initial concerns and complications.
D2: Define and Describe the Problem
Outline the problem in as much detail as possible, using quantifiable terms. Clarify both what the problem is and is not . The latter will help you begin eliminating potential reasons for failure.
As you define the problem, you should also understand whether your situation is “something changed” or “never been there.” Has something gone off course, or has a new variable or context appeared?
Identify Critical Process Steps
Create a flowchart for the flawed process, and indicate which steps are critical to the problem at hand. In this step, you will start to approach root cause analysis, though you won’t isolate and verify a root cause until D4.
Outline Project Plan
At this point, you will develop a more detailed, high-level project plan that includes milestones, objectives, and a fuller schedule.
D3: Contain the Problem
D3 focuses on interim containment action rather than permanent and preventive action.
This step isn’t about emergency action, which should have been taken already. You’ve put out the house fire, but you still need to lodge your tenants elsewhere while your electricians go through the place.
Find a Temporary Solution
Take whatever action is necessary for the satisfaction of your customers or the effectiveness of your organization. You may need to develop workarounds, issue (non-emergent) recalls, or establish a resource for affected customers.
The ideal interim solution is:
- Inexpensive
- Simple and quick to implement
- Easy to reverse
- Validated by customer or employee feedback
When you’ve realized your long-term solution, you can do away with interim measures.
D4: Find the Root Cause
Root cause analysis is at the heart of most problem-solving tools and processes. It’s time to dig deep into the problem and find out what’s gumming up the works.
Develop Root Cause Theories
You’ll complete the process of elimination that you began when defining the problem. Refer to your flowchart. What could be causing the problem?
Use root cause analysis tools like the Fishbone Diagram and the five whys . Find all possible factors that could contribute to the breakdown.
Test and Review Causes
Test each of your potential causes, collecting data until you can rule out all but one.
Identify Escape Point
In addition to finding the root cause, you need to figure out what part of the control system allowed it to escape detection and be contained. Find the point where someone or something should have caught the issue. That’s the escape point.
Correctly identifying and solving escape-point issues is essential to preventing future problems.
D5: Identify and Test Solutions
You’ve found the problem and its escape point. Of course, that’s only half the battle. Now you need to solve them — permanently and completely.
Define what “solved” looks like. Is there a threshold of minimum acceptability?
Develop Solutions
Give your team the time to consider potential approaches to both the root cause and escape point issues. The first idea may not be the best, and brainstorming tools such as affinity diagrams can help.
Test Solutions
Make sure they work. You should also perform risk and cost analysis for any final contenders.
D6: Choose Solutions and Put Them Into Practice
Choose your best solutions, outline your implementation plan, and move forward with it. Both management and team members should sign off on the solution.
Implement, Validate, Monitor
After putting your plan into practice, check with customers and stakeholders to ensure that their concerns are fully addressed. Continue to monitor the situation to make sure the solution is sustainable and effective. You’ll also keep an eye out for any unintended consequences.
Move From the Interim to the Permanent Solution
Once you have the permanent solution up and running, you can end interim measures.
D7: Prevent Recurrence
By addressing the escape point and continuing to monitor the situation, you’re doing a fair amount to prevent an exact recurrence. But make sure that all contributing systems have been updated to reflect new input.
You should also preserve all documentation so that future teams have it as a resource for similar problems. Even better, prevent those similar problems.
Improve and Standardize Systems Across the Organization
Are there analogous areas of the organization that could use review? Are their policies and procedures in line with those you’ve developed?
Conduct an audit of operational procedures, management processes, and training manuals.
D8: Celebrate and Recognize Contributions
You’re not done quite yet. Recognition and validation are vital for a healthy organization, so take time to acknowledge individual contributions and the team’s accomplishments.
Perform a Final Review
Look at team output with a focus on before-and-after results. Finalize documentation and add it to the company library.
You should also take the time to reflect on your 8D experience. Explore trouble spots or areas that could use clarification for the next problem-solving team.
Reward your team appropriately. This can include anything from company-wide emails to dinner to bonuses. Even a personal email goes a long way toward making people feel like valued members of a community.
Then Do It All Again
When you make the eight disciplines of problem-solving part of your organizational DNA, you prepare to solve all kinds of problems in a streamlined, effective way.
The 8Ds integrate seamlessly with the Six Sigma methodology and make a great addition to your toolkit.

Eight Disciplines of Problem Solving (8D)
– Eight Disciplines of Problem Solving –
⇓ Introduction to 8D
⇓ What is 8D
⇓ Why Apply 8D
⇓ When to Apply 8D
⇓ How to Apply 8D

Introduction to Eight Disciplines of Problem Solving (8D)
The Eight Disciplines of Problem Solving (8D) is a problem solving methodology designed to find the root cause of a problem, devise a short-term fix and implement a long-term solution to prevent recurring problems. When it’s clear that your product is defective or isn’t satisfying your customers, an 8D is an excellent first step to improving Quality and Reliability.
Ford Motor Company developed this problem solving methodology, then known as Team Oriented Problem Solving (TOPS), in the 1980s. The early usage of 8D proved so effective that it was adopted by Ford as the primary method of documenting problem solving efforts, and the company continues to use 8D today.
8D has become very popular among manufacturers because it is effective and reasonably easy to teach. Below you’ll find the benefits of an 8D, when it is appropriate to perform and how it is performed.
What is Eight Disciplines of Problem Solving (8D)
The 8D problem solving process is a detailed, team oriented approach to solving critical problems in the production process. The goals of this method are to find the root cause of a problem, develop containment actions to protect customers and take corrective action to prevent similar problems in the future.
The strength of the 8D process lies in its structure, discipline and methodology. 8D uses a composite methodology, utilizing best practices from various existing approaches. It is a problem solving method that drives systemic change, improving an entire process in order to avoid not only the problem at hand but also other issues that may stem from a systemic failure.
8D has grown to be one of the most popular problem solving methodologies used for Manufacturing, Assembly and Services around the globe. Read on to learn about the reasons why the Eight Disciplines of Problem Solving may be a good fit for your company.

Why Apply Eight Disciplines of Problem Solving (8D)
The 8D methodology is so popular in part because it offers your engineering team a consistent, easy-to-learn and thorough approach to solving whatever problems might arise at various stages in your production process. When properly applied, you can expect the following benefits:
- Improved team oriented problem solving skills rather than reliance on the individual
- Increased familiarity with a structure for problem solving
- Creation and expansion of a database of past failures and lessons learned to prevent problems in the future
- Better understanding of how to use basic statistical tools required for problem solving
- Improved effectiveness and efficiency at problem solving
- A practical understanding of Root Cause Analysis (RCA)
- Problem solving effort may be adopted into the processes and methods of the organization
- Improved skills for implementing corrective action
- Better ability to identify necessary systemic changes and subsequent inputs for change
- More candid and open communication in problem solving discussion, increasing effectiveness
- An improvement in management’s understanding of problems and problem resolution
8D was created to represent the best practices in problem solving. When performed correctly, this methodology not only improves the Quality and Reliability of your products but also prepares your engineering team for future problems.
When to Apply Eight Disciplines of Problem Solving (8D)
The 8D problem solving process is typically required when:
- Safety or Regulatory issues has been discovered
- Customer complaints are received
- Warranty Concerns have indicated greater-than-expected failure rates
- Internal rejects, waste, scrap, poor performance or test failures are present at unacceptable levels
How to Apply Eight Disciplines of Problem Solving (8D)
The 8D process alternates inductive and deductive problem solving tools to relentlessly move forward toward a solution. The Quality-One approach uses a core team of three individuals for inductive activities with data driven tools and then a larger Subject Matter Expert (SME) group for the deductive activities through brainstorming, data-gathering and experimentation.
D0: Prepare and Plan for the 8D
Proper planning will always translate to a better start. Thus, before 8D analysis begins, it is always a good idea to ask an expert first for their impressions. After receiving feedback, the following criterion should be applied prior to forming a team:
Collect information on the symptoms
Use a Symptoms Checklist to ask the correct questions
Identify the need for an Emergency Response Action (ERA), which protects the customer from further exposure to the undesired symptoms
D1: Form a Team
A Cross Functional Team (CFT) is made up of members from many disciplines. Quality-One takes this principle one step further by having two levels of CFT:
- The Core Team Structure should involve three people on the respective subjects: product, process and data
- Additional Subject Matter Experts are brought in at various times to assist with brainstorming, data collection and analysis
Teams require proper preparation. Setting the ground rules is paramount. Implementation of disciplines like checklists, forms and techniques will ensure steady progress. 8D must always have two key members: a Leader and a Champion / Sponsor:
- The Leader is the person who knows the 8D process and can lead the team through it (although not always the most knowledgeable about the problem being studied)
- The Champion or Sponsor is the one person who can affect change by agreeing with the findings and can provide final approval on such changes
D2: Describe the Problem
The 8D method’s initial focus is to properly describe the problem utilizing the known data and placing it into specific categories for future comparisons. The “Is” data supports the facts whereas the “Is Not” data does not. As the “Is Not” data is collected, many possible reasons for failure are able to be eliminated. This approach utilizes the following tools:
- Problem Statement
- Affinity Diagram (Deductive tool)
- Fishbone/Ishikawa Diagram (Deductive tool)
- Problem Description
D3: Interim Containment Action
In the interim, before the permanent corrective action has been determined, an action to protect the customer can be taken. The Interim Containment Action (ICA) is temporary and is typically removed after the Permanent Correct Action (PCA) is taken.
- Verification of effectiveness of the ICA is always recommended to prevent any additional customer dissatisfaction calls
D4: Root Cause Analysis (RCA) and Escape Point
The root cause must be identified to take permanent action to eliminate it. The root cause definition requires that it can be turned on or off, at will. Activities in D4 include:
- Comparative Analysis listing differences and changes between “Is” and “Is Not”
- Development of Root Cause Theories based on remaining items
- Verification of the Root Cause through data collection
- Review Process Flow Diagram for location of the root cause
- Determine Escape Point, which is the closest point in the process where the root cause could have been found but was not
D5: Permanent Corrective Action (PCA)
The PCA is directed toward the root cause and removes / changes the conditions of the product or process that was responsible for the problem. Activities in D5 include:
- Establish the Acceptance Criteria which include Mandatory Requirements and Wants
- Perform a Risk Assessment / Failure Mode and Effects Analysis (FMEA) on the PCA choices
- Based on risk assessment, make a balanced choice for PCA
- Select control-point improvement for the Escape Point
- Verification of Effectiveness for both the PCA and the Escape Point are required
D6: Implement and Validate the Permanent Corrective Action
To successfully implement a permanent change, proper planning is essential. A project plan should encompass: communication, steps to complete, measurement of success and lessons learned. Activities in D6 include:
- Develop Project Plan for Implementation
- Communicate the plan to all stakeholders
- Validation of improvements using measurement
D7: Prevent Recurrence
D7 affords the opportunity to preserve and share the knowledge, preventing problems on similar products, processes, locations or families. Updating documents and procedures / work instructions are expected at this step to improve future use. Activities in D7 include:
- Review Similar Products and Processes for problem prevention
- Develop / Update Procedures and Work Instructions for Systems Prevention
- Capture Standard Work / Practice and reuse
- Assure FMEA updates have been completed
- Assure Control Plans have been updated
D8: Closure and Team Celebration
Teams require feedback to allow for satisfactory closure. Recognizing both team and individual efforts and allowing the team to see the previous and new state solidifies the value of the 8D process. Activities in D8 include:
- Archive the 8D Documents for future reference
- Document Lessons Learned on how to make problem solving better
- Before and After Comparison of issue
- Celebrate Successful Completion

8D and Root Cause Analysis (RCA)
The 8D process has Root Cause Analysis (RCA) imbedded within it. All problem solving techniques include RCA within their structure. The steps and techniques within 8D which correspond to Root Cause Analysis are as follows:
- Problem Symptom is quantified and converted to “Object and Defect”
- Problem Symptom is converted to Problem Statement using Repeated Whys
- Possible and Potential Causes are collected using deductive tools (i.e. Fishbone or Affinity Diagram)
- Problem Statement is converted into Problem Description using Is / Is Not
- Problem Description reduces the number of items on the deductive tool (from step 3)
- Comparative Analysis between the Is and Is Not items (note changes and time)
- Root Cause theories are developed from remaining possible causes on deductive tool and coupled with changes from Is / Is Not
- Compare theories with current data and develop experiments for Root Cause Verification
- Test and confirm the Root Causes

Example: Multiple Why Technique
The Multiple / Repeated Why (Similar to 5 Why) is an inductive tool, which means facts are required to proceed to a more detailed level. The steps required to determine problem statement are:
- Problem Symptom is defined as an Object and Defect i.e. “Passenger Injury”
- Why? In every case “SUV’s Roll Over”
- Why? In every case, it was preceded by a “Blown Tire”
- Why? Many explanations may be applied, therefore the team cannot continue with another repeated why past “Blown Tire”
- Therefore, the Problem Statement is “Blown Tire”
- Why? Low (Air) Pressure, Tire Defect (Degradation of an Interface) and High (Ambient) Temperature
- Counter measures assigned to low pressure and tire defect
This example uses only 4 of the 5 Whys to determine the root causes without going further into the systemic reasons that supported the failure. The Repeated Why is one way to depict this failure chain. Fault Tree Analysis (FTA) could also be used.

Learn More About Eight Disciplines of Problem Solving (8D)
Quality-One offers Quality and Reliability Support for Product and Process Development through Consulting, Training and Project Support. Quality-One provides Knowledge, Guidance and Direction in Quality and Reliability activities, tailored to your unique wants, needs and desires. Let us help you Discover the Value of 8D Consulting , 8D Training or 8D Project Support .
Contact Us | Discover the Value!
(248) 280-4800 | [email protected]
Remember Me
- Don't have an account? Register
- Lost your password? Click here
- Already have an account? Log in

- Product overview
- All features
- App integrations
CAPABILITIES
- project icon Project management
- Project views
- Custom fields
- Status updates
- goal icon Goals and reporting
- Reporting dashboards
- workflow icon Workflows and automation
- portfolio icon Resource management
- Time tracking
- my-task icon Admin and security
- Admin console
- asana-intelligence icon Asana AI
- list icon Personal
- premium icon Starter
- briefcase icon Advanced
- Goal management
- Organizational planning
- Campaign management
- Creative production
- Content calendars
- Marketing strategic planning
- Resource planning
- Project intake
- Product launches
- Employee onboarding
- View all uses arrow-right icon
- Project plans
- Team goals & objectives
- Team continuity
- Meeting agenda
- View all templates arrow-right icon
- Work management resources Discover best practices, watch webinars, get insights
- What's new Learn about the latest and greatest from Asana
- Customer stories See how the world's best organizations drive work innovation with Asana
- Help Center Get lots of tips, tricks, and advice to get the most from Asana
- Asana Academy Sign up for interactive courses and webinars to learn Asana
- Developers Learn more about building apps on the Asana platform
- Community programs Connect with and learn from Asana customers around the world
- Events Find out about upcoming events near you
- Partners Learn more about our partner programs
- Support Need help? Contact the Asana support team
- Asana for nonprofits Get more information on our nonprofit discount program, and apply.
Featured Reads

- Project management |
- What is 8D? A template for efficient pr ...
What is 8D? A template for efficient problem-solving
How you respond when problems arise is one of the most defining qualities of a manager. Luckily, there are tools you can use to master problem-solving. The 8D method of problem-solving combines teamwork and basic statistics to help you reach a logical solution and prevent new issues from arising.
You’ve spent months overseeing the development of your company's newest project. From initiation, planning, and execution, you’re confident this may be your best work yet.
Until the feedback starts rolling in.
There’s no sugar-coating it—things don’t always go as planned. But production or process issues are hardly a signal to throw in the towel. Instead, focus on honing your problem-solving skills to find a solution that keeps it from happening again.
The 8D method of problem solving emphasizes the importance of teamwork to not only solve your process woes but prevent new ones from occurring. In this guide, we’ll break down what 8D is, how to use this methodology, and the benefits it can give to you and your team. Plus, get an 8D template to make solving your issue easier.
What is 8D?
The eight disciplines (8D) method is a problem-solving approach that identifies, corrects, and eliminates recurring problems. By determining the root causes of a problem, managers can use this method to establish a permanent corrective action and prevent recurring issues.
How do you use the 8D method?
The 8D method is a proven strategy for avoiding long-term damage from recurring problems. If you’re noticing issues in your workflow or processes, then it’s a good time to give this problem-solving method a try.
To complete an 8D analysis, follow “the eight disciplines” to construct a statistical analysis of the problem and determine the best solution.
The eight disciplines of problem-solving
8D stands for the eight disciplines you will use to establish an 8D report. As you may notice, this outline starts with zero, which makes nine total disciplines. The “zero stage” was developed later as an initial planning stage.
To illustrate these steps, imagine your organization experienced a decline in team innovation and productivity this past year. Your stakeholders have noticed and want to see changes implemented within the next six months. Below, we’ll use the 8D process to uncover a morale-boosting solution.
![[inline illustration] D8 problem solving approach (infographic)](https://assets.asana.biz/transform/6ab7c188-3258-4d2e-afe6-9a4a084cc09f/inline-productivity-8d-template-1-2x?io=transform:fill,width:2560&format=webp "what are the 8 disciplines of problem solving")
D0: Prepare and plan
Before starting the problem-solving process, evaluate the problem you want to solve. Understanding the background of the problem will help you identify the root cause in later steps.
Collect information about how the problem has affected a process or product and what the most severe consequences may be. Planning can include:
Gathering data
Determining the prerequisites for solving the problem
Collecting feedback from others involved
![[inline illustration] D0 Planning (example)](https://assets.asana.biz/transform/abc3621d-e1ae-47ff-b731-0ee38cff99e9/inline-productivity-8d-template-2-2x?io=transform:fill,width:2560&format=webp "what are the 8 disciplines of problem solving")
If we look back at our example, you may want to figure out whether this decline in morale is organization-wide or only applies to a few departments. Consider interviewing a few employees from different departments and levels of management to gain some perspective. Next, determine what knowledge and skills you will need to solve this lapse in productivity.
D1: Form your team
Create a cross-functional team made up of people who have knowledge of the various products and workflows involved. These team members should have the skills needed to solve the problem and put corrective actions in place.
Steps in this discipline may include:
Appointing a team leader
Developing and implementing team guidelines
Determining team goals and priorities
Assigning individual roles
Arranging team-building activities
![[inline illustration] D1 Team members (example)](https://assets.asana.biz/transform/51986017-5150-4dd4-940c-252cd0eb8ba5/inline-productivity-8d-template-3-2x?io=transform:fill,width:2560&format=webp "what are the 8 disciplines of problem solving")
From our example, a solid team would consist of people with first-hand experience with the issues—like representatives from all departments and key people close to workshop-level work. You may also want to pull someone in from your HR department to help design and implement a solution. Most importantly, make sure the people you choose want to be involved and contribute to the solution.
D2: Identify the problem
You may have a good understanding of your problem by now, but this phase aims to break it down into clear and quantifiable terms by identifying the five W’s a and two H’s (5W2H):
Who first reported the problem?
What is the problem about?
When did it occur and how often?
Where did it occur (relating to the sector, supplier, machine, or production line involved)?
Why is solving the problem important?
How was the problem first detected?
How many parts/units/customers are affected?
![[inline illustration] D2 Problem statement & description (example)](https://assets.asana.biz/transform/9825ecd6-2bd3-4559-a68c-b1ae8aca2e52/inline-productivity-8d-template-4-2x?io=transform:fill,width:2560&format=webp "what are the 8 disciplines of problem solving")
Use your team’s insights to answer these questions. From our example, your team may conclude that:
Employees feel overwhelmed with their current workload.
There is no real structure or opportunity to share new ideas.
Managers have had no training for meetings or innovation settings.
Disgruntled employees know they can achieve more—and want to achieve more—even if they seem disengaged.
Once you answer these questions, record an official problem statement to describe the issue. If possible, include photos, videos, and diagrams to ensure all parties have a clear understanding of the problem. It may also help to create a flowchart of the process that includes various steps related to the problem description.
D3: Develop an interim containment plan
Much like we can expect speedy first aid after an accident, your team should take immediate actions to ensure you contain the problem—especially if the problem is related to customer safety.
An interim containment plan will provide a temporary solution to isolate the problem from customers and clients while your team works to develop a permanent corrective action. This band-aid will help keep your customers informed and safe—and your reputation intact.
![[inline illustration] D3 Interim containment action (example)](https://assets.asana.biz/transform/d6279c36-ccc6-4de3-89d2-f221632a1059/inline-productivity-8d-template-5-2x?io=transform:fill,width:2560&format=webp "what are the 8 disciplines of problem solving")
Because your findings revealed workers were overworked and managers lacked training, your team suggests scheduling a few mandatory training sessions for leaders of each department covering time and stress management and combating burnout . You may also want to have a presentation outlining the topics of this training to get key managers and stakeholders interested and primed for positive upcoming changes.
D4: Verify root causes and escape points
Refer back to your findings and consult with your team about how the problem may have occurred. The root cause analysis involves mapping each potential root cause against the problem statement and its related test data. Make sure to test all potential causes—fuzzy brainstorming and sloppy analyses may cause you to overlook vital information.
![[inline illustration] D4 Root cause & escape points (example)](https://assets.asana.biz/transform/301717c6-0434-4c88-addf-d500dc23ae87/inline-productivity-8d-template-6-2x?io=transform:fill,width:2560&format=webp "what are the 8 disciplines of problem solving")
In our example, focus on the “why” portion of the 5W2H. You and your team identify six root causes:
Managers have never had any training
There is a lack of trust and psychological safety
Employees don’t understand the objectives and goals
Communication is poor
Time management is poor
Employees lack confidence
In addition to identifying the root causes, try to pinpoint where you first detected the problem in the process, and why it went unnoticed. This is called the escape point, and there may be more than one.
D5: Choose permanent corrective actions
Work with your team to determine the most likely solution to remove the root cause of the problem and address the issues with the escape points. Quantitatively confirm that the selected permanent corrective action(s) (PCA) will resolve the problem for the customer.
Steps to choosing a PCA may include:
Determining if you require further expertise
Ensuring the 5W2Hs are defined correctly
Carrying out a decision analysis and risk assessment
Considering alternative measures
Collecting evidence to prove the PCA will be effective
![[inline illustration] D5 Permanent corrective action (example)](https://assets.asana.biz/transform/53509966-18dd-4bb4-88a1-c7ca940fde3f/inline-productivity-8d-template-7-2x?io=transform:fill,width:2560&format=webp "what are the 8 disciplines of problem solving")
Your team decides to roll out the training used in the interim plan to all employees, with monthly company-wide workshops on improving well-being. You also plan to implement meetings, innovation sessions, and team-coaching training for managers. Lastly, you suggest adopting software to improve communication and collaboration.
D6: Implement your corrective actions
Once all parties have agreed on a solution, the next step is to create an action plan to remove the root causes and escape points. Once the solution is in effect, you can remove your interim containment actions.
After seeing success with the training in the interim phase, your stakeholders approve all of your team’s proposed PCAs. Your representative from HR also plans to implement periodic employee wellness checks to track employee morale .
![[inline illustration] D6 PCA implementation plan (example)](https://assets.asana.biz/transform/ca68af4a-afa7-4be4-93cb-8a8321eb5172/inline-productivity-8d-template-8-2x?io=transform:fill,width:2560&format=webp "what are the 8 disciplines of problem solving")
To ensure your corrective action was a success, monitor the results, customer, or employee feedback over a long period of time and take note of any negative effects. Setting up “controls” like employee wellness checks will help you validate whether your solution is working or more needs to be done.
D7: Take preventive measures
One of the main benefits of using the 8D method is the improved ability to identify necessary systematic changes to prevent future issues from occurring. Look for ways to improve your management systems, operating methods, and procedures to not only eliminate your current problem, but stop similar problems from developing later on.
![[inline illustration] D7 Preventive measure (example)](https://assets.asana.biz/transform/cdd7b133-fb80-4db7-8935-1285a6b62b69/inline-productivity-8d-template-9-2x?io=transform:fill,width:2560&format=webp "what are the 8 disciplines of problem solving")
Based on our example, the training your team suggested is now adopted in the new manager onboarding curriculum. Every manager now has a “meeting system” that all meetings must be guided by, and workloads and projects are managed as a team within your new collaboration software . Innovation is improving, and morale is at an all-time high!
D8: Celebrate with your team
The 8D method of problem-solving is impossible to accomplish without dedicated team members and first-class collaboration. Once notes, lessons, research, and test data are documented and saved, congratulate your teammates on a job well done! Make an effort to recognize each individual for their contribution to uncovering a successful solution.
![[inline illustration] 8D Team congratulations & reward (example)](https://assets.asana.biz/transform/d2055965-bf3d-4bf4-a1ea-a0a7c4bf8a32/inline-productivity-8d-template-10-2x?io=transform:fill,width:2560&format=webp "what are the 8 disciplines of problem solving")
8D report template and example
Check out our 8D report template below to help you record your findings as you navigate through the eight disciplines of problem solving. This is a formal report that can be used as a means of communication within companies, which makes for transparent problem-solving that you can apply to the entire production or process chain.
Benefits of using the 8D method
The 8D method is one of the most popular problem-solving strategies for good reason. Its strength lies in teamwork and fact-based analyses to create a culture of continuous improvement —making it one of the most effective tools for quality managers. The benefits of using the 8D method include:
Improved team-oriented problem-solving skills rather than relying on an individual to provide a solution
Increased familiarity with a problem-solving structure
A better understanding of how to use basic statistical tools for problem-solving
Open and honest communication in problem-solving discussions
Prevent future problems from occurring by identifying system weaknesses and solutions
Improved effectiveness and efficiency at problem-solving
Better collaboration = better problem solving
No matter how good a manager you are, production and process issues are inevitable. It’s how you solve them that separates the good from the great. The 8D method of problem solving allows you to not only solve the problem at hand but improve team collaboration, improve processes, and prevent future issues from arising.
Try Asana’s project management tool to break communication barriers and keep your team on track.
Related resources

Data-driven decision making: A step-by-step guide

How Asana uses work management for employee onboarding

4 ways to establish roles and responsibilities for team success

6 ways to develop adaptability in the workplace and embrace change

8D Chess: How to Use The 8 Disciplines for Problem Solving
Hospitals have developed something of a reputation for being rife with bad processes . When processes aren’t adequate, the result is an abundance of “workarounds”.
For example, when equipment or supplies are missing, a nurse might waste time running around searching for what is needed, and once the item is found, return to their previous duties.
One study indicates that nurses spend 33 minutes of a 7.5-hour shift completing workarounds that are not part of their job description.
This may well “put out the fire” so-to-speak, but really it is just a hastily applied band-aid that does nothing to treat the root cause of the problem.
More time is wasted and more problems will arise in the future because nothing has been done to prevent the initial problem from happening again.
Individual nurses are not at fault here; workplace culture often values expertise in the form of those who “get the job done”, which tends to pull against the notion of spending time building good processes (time in which the job is perhaps not “getting done”).
So how to approach the problem of problem solving ?
In a lean context, problem solving can be distilled into two simple questions:
- What is the problem and how did it happen?
- How can we make sure that it doesn’t happen again?
The 8D, or eight disciplines methodology, is a problem solving process – most likely one of the most widely used problem solving processes out there. It is used by many different countries, in many different industries, and many different organizations.
8D is designed to help you put out those fires, and make sure they don’t happen again.
In this article, I’ll introduce you to the 8D problem solving methodology and provide you with an outline of the basic process that you can hopefully apply in your own business, plus how you can enhance 8D with other tools and methodologies like Six Sigma , FMEA , and Process Street .
Here’s what I hope you’ll take away after reading:
- An understanding of the basics of 8D
- Advantages of using 8D
- The purpose and objectives of each phase of the 8D process
- An understanding of how to use 8D for problem solving
- How 8D works with other problem solving tools
- How you can use Process Street to maximize the potential of the 8D framework
Let’s begin with the origins of 8D – what is it, and where did it come from?
What is 8D?
8D (sometimes Global 8D or G8D) stands for eight disciplines, and is a problem solving methodology. It’s basically a process for understanding and preventing problems.
Much like how risk management seeks to take a proactive, preventative stance, 8D aims to gain insight into the root causes of why the problems happen, so they won’t happen again.
The 8D process involves eight (sometimes nine) steps to solve difficult, recurring problems. It’s a transparent, team-based approach that will help you solve more problems in your business.
8D origins: Where did it come from?

Despite the popular story that 8D originated at Ford, it was in fact developed in 1974 by the US Department of Defence, ultimately taking the form of the military standard 1520 Corrective Action and Disposition System for Nonconforming Material .
Ford took this military standard, which was essentially a process for quality management , and expanded on it to include more robust problem solving methods.
In 1987, Ford Motor Company published their manual, Team Oriented Problem Solving (TOPS) , which included their first iteration of the 8D methodology.
Initially termed Global 8D (or G8D) standard, it is currently used by Ford and many other companies in the automotive supply chain.
8D, PDSA, & other problem solving processes

The disciplines of 8D follow the same logic as the Deming Cycle (also known as PDSA, and sometimes PDCA).
PDSA stands for Plan, Do, Study, Act (or Check, in the case of PDCA).
The similarity lies in the fact that both PDSA and 8D are designed to be used to improve processes. They’re both examples of cycles of continuous improvement.
Whereas 8D may be painted as a more generic problem-solving framework, structurally speaking both 8D and PDSA share a lot in common.
The simple idea of beginning with a clear objective, or desired output, and then testing, analyzing , and iteratively tweaking in a continuous cycle is the basis for both methodologies.
There are, of course, differences. We’ll cover the different applications of both 8D and PDSA in this article.
8D advantages

One of the main strengths of 8D is its focus on teamwork. 8D philosophy encourages the idea that teams, as a whole, are more powerful than the sum of the individual qualities of each team member.
It’s also an empirical methodology; that is to say that it is a fact-based problem solving process.
A branch of continuous improvement, proper use of 8D will help you coordinate your entire team for effective problem solving and improved implementation of just about all of the processes used in your business.
The 8 disciplines for problem solving
As you may have noticed, we’re starting with zero, which makes nine total disciplines. This “zero” stage was developed as an initial planning step.
D0: Plan adequately
Make comprehensive plans for solving the problem including any prerequisites you might determine.
Be sure to include emergency response actions.
D1: Establish your team
Establish your core team with relevant product or process knowledge. This team will provide you with the perspective and ideas needed for the problem solving process.
The team should consist of about five people, from various cross-functional departments. All individuals should have relevant process knowledge.
A varied group will offer you a variety of different perspectives from which to observe the problem.
It is advisable to establish team structure, roles, and objectives as far ahead in advance as possible so that corrective action can begin as quickly and effectively as possible.
D2: Describe the problem
Have your team gather information and data related to the problem or symptom. Using clear, quantifiable terms, unpack the problem by asking:
D3: Contain the problem (temporary damage control)
Depending on the circumstances, you may need to mobilize some kind of temporary fix, or “firefighting”.
The focus of this stage should be on preventing the problem from getting worse, until a more permanent solution can be identified and implemented.
D4: Identify, describe, and verify root causes
In preparation for permanent corrective action, you must identify, describe, and verify all possible causes that could contribute to the problem happening.
You can use various techniques for this, including a Failure Modes and Effects Analysis , or Ishikawa (fishbone) diagram .
It’s important that the root causes are systematically identified, described in detail, and promptly verified (or proved). How each cause is verified will depend on the data type and the nature of the problem.
Take a look at the section towards the end of this article for some more problem solving tools to help you decide the right approach.
D5: Identify corrective actions
You must verify that the corrective action you identified will in fact solve the problem and prevent it from happening again in the future (or whatever is your desired threshold of recurrence).
The best way to do this is to collect as much data as possible and by performing smaller-scale “pilot” tests to get an idea of the corrective action’s impact.
You can’t begin to identify the optimal corrective action until you have identified the root cause(s) of the problem.
D6: Implement and validate corrective actions
Carry out the corrective actions, and monitor short and long term effects. During this stage, you should assess and validate the corrective actions with empirical evidence.
Discuss and review results with your team.
D7: Take preventative measures (to avoid the problem happening again)
Here is where you make any necessary changes to your processes, standard operating procedures , policies , and anything else to make sure the problem does not happen again.
It may not be possible to completely eliminate any chance of the problem recurring; in that case, efforts should focus on minimizing possibility of recurrence as much as possible.
D8: Congratulate your team
It’s important to recognize the joint contribution of each and every one of the individuals that were involved in the process.
Team members should feel valued and rewarded for their efforts; this is crucial and perhaps the most important step – after all, without the team, the problem would not have been fixed.
Providing positive feedback and expressing appreciation helps to keep motivation high, which in turn improves the sense of process ownership and simply increases the likelihood your team will actually want to improve internal processes in the future.
How to use 8D for problem solving
The 8D method above outlines a proven strategy for identifying and dealing with problems. It’s an effective problem solving and problem prevention process.
In addition to avoiding long-term damage from recurring problems, 8D also helps to mitigate customer impact as much as possible.
More than just a problem-solving methodology, 8D sits alongside Six Sigma and other lean frameworks and can easily be integrated with them to minimize training and maximize efficacy.
8D is definitely a powerful framework on its own, but it really shines when combined with other synergistic concepts of lean and continuous improvement.
More problem solving tools that synergize well with 8D
8D has become a leading framework for process improvement, and in many ways it is more prescriptive and robust than other more simplistic Six Sigma approaches.
However, there are many Six Sigma methodologies, and even more frameworks for problem solving and process improvement .
The following improvement tools are often used within or alongside the 8D methodology.
DMAIC: Lean Six Sigma

DMAIC stands for:
The DMAIC process is a data-driven cycle of process improvement designed for businesses to help identify flaws or inefficiencies in processes.
Simply put, the goal with DMAIC is to improve and optimize existing processes.
Interestingly, the development of the DMAIC framework is credited to Motorola , whose work built upon the systems initially developed by Toyota .
In terms of working alongside 8D, you could use DMAIC to identify root causes as in D4; you could also implement the same techniques to better understand prospects for corrective actions as in D5, and D6.
We have a whole article on the DMAIC process, if you’re interested.
SWOT analysis

Strengths, Weaknesses, Opportunities, and Threats. You can use a SWOT analysis to gain insight into your organization as a whole, or on individual processes.
The main synergy with 8D is in the identification of opportunities, threats, and weaknesses.
These can represent opportunities for process improvements, weaknesses in your process that could produce problems further down the line, and threats, both internal and external, that may be out of your direct control but that could cause problems for you.
Here’s a SWOT analysis checklist you can use to structure your own analysis:
FMEA: Failure Mode and Effects Analysis

FMEA (Failure Mode and Effects Analysis) is a way of understanding the potential for problems and making preemptive preparations in order to avoid them. It is a method of risk management .
It is a type of preventative risk management process, and so works well in the context of identifying causes of problems so you can better deal with them.
FMEA and 8D work well together because:
- 8D can make use of information gathered during an FMEA process, like brainstorming sessions, to identify potential problems and their root causes.
- You can reuse possible cause information gathered during an FMEA process to feed into different representational diagrams like the Ishikawa (fishbone) diagram, which will help in the 8D process.
- 8D brainstorming data is useful for new process design. This allows the FMEA to take actual process failures into account, which produces more effective results.
- FMEA completed in the past can be used as databases of potential root causes of problems to inform 8D process development.
Here’s a free FMEA template for you to get started ASAP:
The Pareto Chart
The Pareto Chart helps us understand the impact of different variations of input on our output.
In relation to 8D, Pareto Charts can help us prioritize which root cause to target, based on which will have the greatest impact on improvement (where improvement is the desired output of the 8D process).
Here’s the Six Sigma Institute’s example Pareto Chart :

Here we have a simple deductive reasoning technique that asks “why?” five times to dig into the root cause of a problem.
The logic here is that by asking the same question five times, you work progressively “deeper” into the complexity of the problem from a single point of focus.
Ideally, by the fifth question you should have something that has a high likelihood of being a root cause.
This example from Wikipedia does a great job of conveying how the process works:
- The vehicle will not start. (the problem)
- Why? – The battery is dead. (First why)
- Why? – The alternator is not functioning. (Second why)
- Why? – The alternator belt has broken. (Third why)
- Why? – The alternator belt was well beyond its useful service life and not replaced. (Fourth why)
- Why? – The vehicle was not maintained according to the recommended service schedule. (Fifth why, a root cause)
Ishikawa diagrams (fishbone diagrams)
Sometimes called “cause-and-effect diagrams”, they are as such used to visualize the cause and effect of problems.
The approach takes six different categories and places information about the problem into different categories to help you understand what factors could be contributing to the problem.
One advantage over the 5 Whys approach is the way this method forces a more holistic perspective, as opposed to the potentially narrow vantage point offered by zooming in on a single aspect or question.
According to the Six Sigma Institute, the 6 key variables pertaining to root causes of problems are:
- Machine: Root causes related to tools used to execute the process.
- Material: Root causes related to information and forms needed to execute the process.
- Nature: Root causes related to our work environment, market conditions, and regulatory issues.
- Measure: Root causes related to the process measurement.
- Method: Root causes related to procedures, hand-offs, input-output issues.
- People: Root causes related people and organizations.
There’s also this useful illustration of a company using a fishbone diagram to better understand what factors contribute to a company’s high turn around time.

Gap analysis

A gap analysis is concerned with three key elements:
- The current situation, or “performance”
- The ideal situation, or “potential”
- What needs to be done in order to get from performance to potential, or “bridging the gap”
The “gap” is what separates your current situation from your ideal situation.
Businesses that perform a gap analysis can improve their efficiency and better understand how to improve processes and products.
They can help to better optimize how time, money, and human resources are spent in business.
There’s a lot that goes into a gap analysis, and quite a few different ways to approach it. Check out our article for a deeper dive into the gap analysis process.
Superpowered checklists
Checklists can be a great way to simplify a complex process into a series of smaller, easy-to-manage tasks. They’re one of the best ways to start using processes in your business.
By using checklists, you can reduce the amount of error in your workflow , while saving time and money by eliminating confusion and uncertainty.
What’s more, if you’re using Process Street, you have access to advanced features like conditional logic , rich form fields and streamlined template editing .
How to use Process Street for 8D problem solving
Good problem solving relies on good process. If you’re trying to solve problems effectively, the last thing you want is your tools getting in your way.
What you want is a seamless experience from start to finish of the 8D methodology.
The best kinds of processes are actionable. That’s why you should consider using a BPM software like Process Street to streamline recurring tasks and eliminate manual work with automation .
Process Street’s mission statement is to make recurring work fun, fast, and faultless. By breaking down a process into bite-sized tasks , you can get more done and stay on top of your workload.
Sign up today for a free Process Street trial!
Problem solving is an invaluable skill. What’s your go-to process for problem solving? We’d love to know how it compares with the 8D method. Let us know in the comments!
Get our posts & product updates earlier by simply subscribing

Oliver Peterson
Oliver Peterson is a content writer for Process Street with an interest in systems and processes, attempting to use them as tools for taking apart problems and gaining insight into building robust, lasting solutions.
Leave a Reply Cancel reply
Your email address will not be published. Required fields are marked *
Save my name, email, and website in this browser for the next time I comment.
Take control of your workflows today

Published: November 7, 2018 by Ken Feldman
It’s easy to feel overwhelmed by the number of different approaches to problem solving. Some of the most common ones are PDCA , DMAIC , A3, 6S , Agile , 5 Whys , fishbone diagrams , and others. In this article, we’ll look at the 8D process for problem-solving and process improvement. We will present the benefits of 8D along with some best practices and an example of how to use it. This will provide you with some practical applications for use in your own organization.
Overview: What is the 8D process?
The history of 8D is somewhat controversial. While everyone seems to agree that the popularity of the approach can be credited to Ford Motor company, the basis of the process is a little less clear. Senior leadership at Ford saw the need for the Powertrain division to have a methodology where teams could work on recurring problems.
In 1986, work began to develop a manual and training course that would create a new approach to solving engineering design and manufacturing problems. The title of this manual was Team Oriented Problem Solving (TOPS), and it was first published in 1987. But where did the original idea come from?
Many give credit to the U.S. War Production Board, which developed a simple, four-step approach in 1945 for improving job methods. Here’s what they looked like.

Image source: allaboutlean.com .
In reality, the 8D process is officially known as the Eight Disciplines of Problem-Solving. To make things a little more confusing, it’s really nine steps. While originally developed as 8 steps or disciplines, it was subsequently revised to include a step zero, which was to plan and prepare for solving the problem.

Image source: ASQ.org .
Let’s provide a little more detail for each step.
- D0 — Plan: Collect information and data on the problem symptoms. Decide what preparations will be needed to complete the 8D process. Decide whether you will need an Emergency Response Plan to minimize or mitigate the immediate impact of your problem on the customer.
- D1 — Create a team: Put together a cross-functional team consisting of a core group plus a selection of subject matter experts ( SMEs ). Be sure to provide everything the team will need to be successful, including any training needed to properly execute the process.
- D2 — Define and describe the problem: Using relevant data, describe the problem in as detail as possible. Be sure to focus on your problem at this point, not your solution.
- D3 — Contain the problem: Protect your customer by creating containment actions to prevent any further negative impact to them.
- D4 — Identify, describe, and verify root causes: You can use a multitude of tools such as the 5 Whys, fishbone diagrams, brainstorming , and others to identify potential root causes. Use data to validate your root causes.
- D5 — Choose corrective actions: Select the most appropriate actions to resolve and eliminate the root causes of your problem.
- D6 — Implement and validate your corrective actions: Implement your recommended solutions and corrective actions, and continue to monitor to assure yourself that they actually solved your problem.
- D7 — Take preventative measures: Revise your systems to proactively try to prevent these and similar problems from arising in the future.
- D8 — Congratulate your team: Communicate the work of the team and celebrate their efforts.
3 benefits of the 8D process
It goes without saying that removing problems, improving your process, and preventing future problems will provide many benefits to your organization. Here are a few.
1. Simple and effective
The 8D process has been compared to the PDCA model. Like PDCA, 8D is structured, organized, and simple in concept.
2. Drives you to the root cause
By following the sequential steps, this process should lead you to the elimination of your problem and prevent it from arising again.
3. Team approach
The use of a cross-functional team composed of a core group of people working in the problem area as well as subject matter experts contributing on an as needed basis will give you the synergy of combined knowledge and experience that should lead you to a solution.
Why is the 8D process important to understand?
While simple in concept, there are a number of things you should understand that will make this process both effective and efficient.
Elimination of the root cause
If you understand and follow the 8D steps, you will be able to eliminate — or at least mitigate — the negative impact of your problem.
Discipline
The 8D steps are sequential and build on each other. If you have the discipline to stay on track, you will optimize the use of the 8D process.
Problem-solving tools
8D is a process and methodology. You will need to understand the purpose of each step so you can apply the proper problem-solving tools in each step.
An industry example of 8D
A consumer product company located in Mexico City was experiencing an increase in its delivery trucks returning without having made product deliveries to its customers. There did not seem to be an obvious reason or solution, so the president of the company chartered a team to look into the problem. He assigned the company’s Lean Six Sigma Master Black Belt to put together and facilitate a team and chose to use the 8D problem-solving methodology.
He followed the process by first having a planning and preparation meeting to lay out the plan for analyzing the problem. He suggested that some of the delivery supervisors go out into the field to see if they can observe any unusual conditions. They also collected some data and recorded their observations.
A vigorous brainstorming session ensued in which the team listed all the possible reasons the problem was occuring. These potential root causes were validated by the data that was collected and the observations of the supervisors. They discovered the trucks were coming back without delivering all of the product because the customers didn’t have enough money to pay for the product. These were very small customers who had to pay cash on delivery.
The question then became: Why didn’t they have enough money? The next root cause was that the trucks were arriving later in the day, after the customer had already paid for most of their other deliveries and thus had no money left. Why were the trucks arriving so late? Because they got stuck in traffic because they left the yard too late. Why were they leaving so late? Because they were loading the trucks and doing the paperwork in the morning.
Eventually, the team arrived at a solution that had the trucks loaded, prepped, and ready to go when the drivers arrived early in the morning. The result was a dramatic reduction in returned goods and a significant increase in cash flow. The president was confident that the use of the 8D process got them to the right solution quickly and efficiently.
3 best practices when thinking about the 8D process
Like most of the other problem-solving approaches, there are some recommended practices that will help you and your team be successful. Here are a few that will help you stay on track.
1. Pick the best team that you can
Don’t seek volunteers, but hand-select the best team members that are available. It will be their knowledge and expertise that will make the team successful. Likewise for the team facilitator or leader.
2. Take your time
Don’t rush to solutions or what you think is the root cause of your problem. Thoroughly explore your problem so that the solutions that you eventually come up with will resolve the problem and prevent future occurrences. Think creatively.
3. Be specific about what your problem is
Use data to help you understand your problem. Don’t just rely on anecdotal stories or assumptions to decide the root cause of your problem.
Frequently Asked Questions (FAQ) about 8D
1. when should i use the 8d process.
Use this process when you’re trying to solve for safety or regulatory issues, increasing customer complaints, warranty costs (which indicate greater-than-expected failure rates), internal rejects, waste, scrap, and poor performance or test results.
2. Can the 8D process be used in non-manufacturing processes?
Yes. While the 8D process was developed in the manufacturing function of Ford Motor Company, it can just as easily be applied in any type of process or function where you are experiencing problems.
3. What is the difference between the 8D and 5D process?
For a less complex problem, you may decide to use a 5D process. This simplified process will have you form a team, identify your problem, implement containment actions, identify the root cause, and implement corrective actions to eliminate the problem.
So, what is the 8D process?
The 8D process, also known as the Eight Disciplines of Problem Solving, is a method developed at Ford Motor Company used to resolve problems. It is focused on product and process improvement.
The purpose of 8D is to identify, correct, and eliminate recurring problems. It establishes a permanent corrective action based on a problem analysis and determination of the root causes. Although it was originally comprised of eight stages, or “disciplines,” it was later revised to nine to include a planning and preparation stage.
About the Author

Ken Feldman
Are you a ComplianceQuest Customer?
8D Management (8 Disciplines Management)

8D Management & The 8D of Problem Solving
Problems are a part of life and a business is no exception. Even with the best of intentions and systems, some errors can creep in and be hard to detect. It may be nothing serious or can have serious repercussions such as reputation damage, heavy fines, product recall, property loss, and so on. It becomes essential to identify the problem, its consequences on the one hand, and causes on the other to be able to not only resolve it for now but also ensure prevention of its recurrence. One of the methodologies, popular amongst engineers and professionals mainly in the automotive industry but now applied across several industries is the eight disciplines (8D) model. It helps to identify, correct, and eliminate recurring problems, affecting improvement in product and process.
Related Assets
Whenever organizations tackle problems and generate solutions based out of root cause analysis, they tend to generate a lot of…
Key Highlights: 8D is an extremely effective, proven problem-solving framework, especially in the manufacturing and automotive sector. However, to truly…
From a quality management standpoint, a problem may be reported in an organization from one of the following processes: Complaints…

What is 8D?
The 8D is a systematic, holistic and proven methodology designed to identify the root cause of a problem, plan a quick fix, and implement corrective actions and preventive actions to avoid their recurrence. If your product is defective or not meeting your customer requirements, then 8D is an excellent first step to improve Quality and Reliability.
One of the core parts of introducing 8D problem solving, greatly accepted by most disciplines of industries, and having huge effectiveness levels in improving product and process quality, would be 8D (Eight Disciplines). Key steps in the 8D methodology are forming a team, defining the problem, identifying and implementing interim containment, identifying the root causes, implementing and verifying permanent corrective actions, and avoiding future recurrence of problems. The 8D process for root cause analysis concludes by highlighting that the team members not only play a vital role but also recognizes them, hence reinforcing that this approach is a collaborative one. 8D has become very popular among manufacturers, assembly, and services around the globe because it is effective and comparatively easy to teach.
Introduction to 8d Problem Solving
The 8D approach to problem-solving, also known as the 8D methodology, is a systematic and comprehensive method used to address and resolve complex issues, particularly in manufacturing and other industries.
This 8D troubleshooting methodology involves a structured process designed to identify, correct, and prevent issues, ensuring that similar problems do not occur in the future.
By following the 8D process steps, teams can effectively perform root cause analysis and implement corrective actions.
The 8D structured problem-solving process is highly valued for its ability to provide a clear framework for identifying and eliminating the root cause of a problem, thereby enhancing overall operational efficiency.

Why to Apply 8D Problem Solving Methodology?
The 8D methodology, developed to represent the best practices in problem solving, provides the engineering teams with an effective and efficient team-oriented problem solving skill, a better understanding of Root Cause Analysis (RCA) and how to use basic statistical tools required for problem solving. 8D helps the management understand and resolve problems better, identify necessary systemic changes and inputs for change , and facilitate a more candid and open communication in problem solving discussions.
8D improves the Quality and Reliability of your products, and if performed correctly, prepares the engineering team for future problems.
When to Apply 8D Problem Solving Process?
The 8D problem solving process is used to solve major, critical, chronic, and recurring problems. The 8D is typically required during safety or regulatory issues, customer complaints , warranty concerns, poor performance or test failures, internal rejects, and to minimize waste and scrap.

How to Use Root Cause Analysis to Transform Your Safety Program
8d problem solving approach.
The 8D is a systematic process for the introduction and improvement of quality, and elimination of problems. Here we will show you the step by step approach of the problem solving tools that can make you proficient at identifying causes of problems, defining problems, and errors. Additionally, it helps identify root causes and take actions to solve and prevent identified problems in processes. So, let’s take a peep inside:

D0: Planning and preparing for the 8D
Proper planning and preparation are always a good start before taking any action. So, you need to consider the following before forming a team:
- Problem description
- Timeframe for the resolution
- The number of resources to accomplish this

D1: Team establishment
Create a team with people who varied backgrounds and experiences which will lead to the best quality inputs and a complete solution. For the team to function smoothly, define clear roles, and responsibilities for your people, and have a team leader.

D2: Problem description
The 8D method’s primary focus is to describe the problem appropriately and objectively such that it captures all the vital information. During this analysis, repeated 5W1H (why, what, who, where, when, and how) are required to be asked to develop a clear description.

D3: Problem containment plan
A temporary problem containment plan is sometimes needed to minimize the impact of the problem until you develop permanent solutions. On developing the plan based on the hypothetical cases, the resources for addressing the main problem can be released. At times, new processes may be required to work around the problem until you have a permanent fix.

D4: Root Cause Analysis (RCA)
With the problem temporarily contained, you can now turn to identify all of the root causes of the nonconformance . There are several tools to identify the actual root cause of an issue including the 5W1H to understand the problem in-depth, Fishbone diagrams to visually categorize causes, and Pareto charts to identify the vital causes.

D5: Permanent Corrective Action
Once the root cause of the problem is determined, the team can start brainstorming permanent corrections to identify what the best long-term solution will be. Brainstorming sessions combined with tools such as affinity diagrams help organize ideas based on their relationships and determine the best course of action.

D6: Implement and Validate the Permanent Corrective Action
Once the solution is identified, the management needs to implement and verify the corrective action using the PDCA (plan-do-check-act) approach for small-scale testing before large-scale rollout. Thus, the outcomes and corrective actions are tracked to ensure expected results. To successfully implement a permanent change, a project plan should incorporate:
- Development of the project plan for implementation
- Communicating the plan to all stakeholders
- Validating improvements using measurement

D7: Prevent Recurrence
A complete solution of problems means preventing them from occurring. Besides, preventative measures should also be implemented for corrective actions in the 8D methodology. This requires reviewing management processes, operating procedures, and training manuals to ensure that best practices are followed.
At this stage, organizations should consider actions including updating process audit questions and regularly verifying them based on corrective actions to reduce risk in other processes, presenting poka-yoke or error-proofing devices to big-risk processes, and conducting red rabbit tests to see how long it takes poka-yoke devices to detect defective product.

D8: Verification and Team Celebration
Once the problem is solved, the ultimate step is to congratulate the team. It’s important to recognize their efforts and share their success across the organization because teams require feedback to allow for satisfactory closure. This facilitates motivation and employee engagement while helping you improve quality control, execute process improvements, and aid change management as you grow.
Create a team with people who are having varied backgrounds and experiences which will lead to the best quality inputs and a complete solution. For the team to function smoothly, define clear roles, and responsibilities for your people, and have a team leader.
A complete solution of problems means preventing them from occurring initially. Besides, preventative measures should also be implemented for corrective actions in the 8D methodology. This requires reviewing management processes, operating procedures, and training manuals to ensure that best practices are followed.
8D Root Cause Analysis (RCA) and 8D Corrective Action Process
The 8D Root Cause Analysis, as well as the 8D Corrective Action process, is a widely systematic approach in quality management , especially concerning 8D in quality control. This method includes eight comprehensive steps that are devised to problem solving by dealing with root causes of the problems comprehensively. The steps of the 8D process start with the formation of a team, a clear definition of the problem, and move on to interim containment actions. This is then followed by detailed root-cause analysis using the 8D RCA process, development and verification of permanent corrective actions, implementation, and recurrence preventing efforts. Encouraging details in the analysis: the 8D methodology steps encompass collaborative efforts and documentation that ensure durable solutions and continuous improvement in organizational processes. Root Cause Analysis (RCA) is embedded within the 8D process and includes the following steps and techniques:

Problem Symptom is measured and transformed to “Object and Defect”

Problem Symptom is reformed to Problem Statement using the 5W1H process

Potential Causes are gathered using the tools like Fishbone or Affinity Diagram

Problem Statement should fit using both the “is” and the “isn’t” sections of the question

Root Cause concepts are developed from remaining possible causes on the tool and related changes from is/is not

Compare theories with recent data and develop experiments for Root Cause Verification

Test and confirm the Root Causes

Customer Success
3 Women Leaders Making a Powerful Impact in Global Quality and Safety Management
How to use the 8d approach.
8D portrays 8 steps of a structured approach to solve difficult, recurring, or critical problems by providing transparency, driving a team approach, and increasing the chances of solving the problem.
Proper plan for solving the problem and identify the prerequisites.
Team creation
Gather a cross-functional team with product/process knowledge.
Problem description and definition
Use the data and information to specify the problem by identifying in quantifiable terms the who, what, where, when, why, how, and how many (the 5W1H) for the problem.
Problem Containment Plan development
Develop and implement interim actions to eliminate the problem from any customer in the future.
Specify and assess Root Causes
Identify and review all relevant causes and sources of variation that analyze why the problem has occurred and figure out why the problem was not noticed at first using 5W1H or diagrams.
Verify Permanent Solutions
After collecting data confirm that the possible solutions will actually resolve the problem.
Implement and Validate Corrective Actions
Discuss and review results and develop plans to implement the best solutions or countermeasures.
Preventive measures
Transform the operation systems, management systems, procedures, and practices to avoid the recurrence of similar problems.
Compliment your team
Recognize the collective efforts of your team and formally thank them for their involvement.
8D Problem Solving Tools and Techniques
The 8D problem solving methodology is the set of tools and methods aiming for complex quality issues. 8D problem solving techniques are basically comprised of a fishbone diagram, 5 Whys analysis, Pareto charts, process flowcharts, and Failure Mode and Effects Analysis (FMEA) to come to terms with the 8D framework. Integration with statistical tools and data analysis in every step of 8D analysis is sure to make the most accurate identification of the root cause.
This approach would ensure that cross-functional teams' participation would not only be present in the brainstorming sessions but also in the 8D problem solving process at the problem solving stage.

Training in 8D Methodology
8D training is an inevitable imperative that makes its deployment in organizations effective. The 8D methodology provides all the necessary details that the teams could apply to the skills and knowledge required at every step in 8D of quality control . Training the workforce on 8D methodology will make them able to apply these aspects when dealing with real-world problems, which will better off the quality and efficiency of the entire organization. It ensures that all these measures and strategies have been inducted to make sure that 8D problem solving approaches are not just tools for problem solution but have been inducted to lay down the base for sustainable quality improvement and prevention practices in the organizational processes.
How to Enhance Quality and Efficiency in 8D Manufacturing?
Understand the Basics of the 8D Approach to Problem Solving
- Familiarize yourself with the principles of the 8D methodology.
- Recognize that the 8D process steps include team formation, problem
Form a Cross-Functional Team
- Assemble a team with diverse skills and perspectives.
- Ensure each member understands their role in the 8D structured problem solving process.
- Use precise language to describe the problem.
- Implement tools like the 5 Whys to aid in the root cause analysis 8d problem solving phase.
Implement Interim Containment Actions
- Take immediate steps to prevent the problem from worsening.
- Document these actions as part of the 8D troubleshooting methodology
Identify and Verify Root Causes
- Conduct a thorough root cause analysis to pinpoint the underlying issues.
- Utilize techniques like fishbone diagrams and Pareto charts in the 8D RCA process.
Develop Permanent Corrective Actions
- Propose solutions that address the root causes identified.
- Ensure these solutions are sustainable and prevent recurrence.
Validate the Corrective Actions
- Test the solutions to ensure they effectively resolve the problem.
- Collect data to confirm the effectiveness of the root cause analysis and the 8Dd corrective action process.
Implement and Monitor Solutions
- Roll out the verified solutions across relevant areas.
- Continuously monitor the impact to ensure long-term success.
Prevent Recurrence
- Update processes and documentation to incorporate the new solutions.
- Train employees on the new procedures to embed them in daily operations.
Recognize and Celebrate Success
- Acknowledge the efforts of the team in solving the problem.
- Use this opportunity to reinforce the importance of the 8D methodology in maintaining quality and efficiency.
Ensuring compliance with FDA regulations is crucial for medical device manufacturers to maintain market access and ensure patient safety. Medical Device Compliance Software plays a pivotal role in helping companies align with these stringent requirements. Here’s how:
Great product, support, and people to work with!
We have rolled-out CQ across our company to automate various elements of QMS requirements such as Document Management, Complaints, Non-conformances, Corrective Action (8D and A3), Supplier Management and Audit Management. We have been using the software for more than 2 years. We are glad to see how well the system is being used across the company. We have several thousand users on the system currently and working to scale the usage further. CQ solution has been configured to meet our needs, works elegantly across languages, across time zones, and business verticals. With integration between CQ and SAP to exchange critical data, the process automation provides a lot of productivity.
CQ configuration team and support have worked hard to ensure that our needs continue to be met. They consistently go above and beyond. We cannot be more pleased with our use of CQ QMS capabilities and would definitely recommend to anyone who is looking for a modern cloud based EQMS solution especially if you want a scalable EQMS solution.
Lia Budiman, Continental Contitech

8D Process Improvement in Different Industries
Automotive Industry
- Application of 8D Methodology: Essential for addressing recurring quality issues and customer complaints.
- Root Cause Analysis 8D Problem Solving: Identifies underlying issues affecting vehicle performance and safety.
- 8D Structured Problem Solving: Used to enhance manufacturing processes and reduce defects.
- 8D Process Steps: Followed rigorously to maintain high safety and quality standards in vehicle production
Aerospace Industry
- 8D Troubleshooting Methodology: Critical for resolving complex technical issues and ensuring compliance with stringent safety regulations.
- 8D RCA Process: Applied to investigate and eliminate root causes of system failures.
- 8D Corrective Action Process: Ensures that preventive measures are implemented to avoid the recurrence of problems.
- 8D Manufacturing: Focuses on precision and reliability in the production of aerospace components.
Electronics Industry
- 8D Approach to Problem Solving: Used to tackle issues related to product design and manufacturing.
- Root Cause Analysis and the 8D Corrective Action Process: Vital for maintaining product quality and reducing warranty claims.
- 8D Process Steps: Helps in identifying and addressing defects in electronic components and assemblies.
- 8D Methodology: Ensures continuous improvement and innovation in electronics manufacturing processes.
Healthcare Industry
- 8D Structured Problem Solving: Applied to improve patient care and operational efficiency in healthcare facilities.
- 8D Problem-Solving Steps: Utilized to address issues related to medical equipment and procedural errors.
- Root Cause Analysis 8D Problem Solving: Enhances patient safety by identifying and eliminating causes of medical errors.
- 8D Troubleshooting Methodology: Ensures that corrective actions are taken to prevent the recurrence of adverse events.
Food and Beverage Industry
- 8D Manufacturing: Ensures product quality and safety throughout the production process.
- 8D Approach to Problem-Solving: Addresses contamination issues and improves production line efficiency.
- Root Cause Analysis and the 8D Corrective Action Process: Essential for maintaining food safety standards.
- 8D Process Steps: Used to investigate and resolve quality issues in food production systematically.
Pharmaceutical Industry
- 8D Methodology: Applied to ensure the consistency and safety of pharmaceutical products.
- 8D RCA Process: Identifies and addresses root causes of deviations in manufacturing processes.
- 8D Corrective Action Process: Implements preventive measures to ensure compliance with regulatory standards.
- 8D Troubleshooting Methodology: Enhances production efficiency and reduces the risk of product recalls.
Consumer Goods Industry
- 8D Structured Problem Solving: Used to resolve product design and manufacturing issues.
- 8D Process Steps: Ensures consistent product quality and customer satisfaction.
- Root Cause Analysis 8D Problem Solving: Identifies and eliminates causes of defects in consumer products.
- 8D Manufacturing: Focuses on improving production processes and reducing waste.
Energy Industry
- 8D Approach to Problem Solving: Applied to address equipment failures and improve operational reliability.
- Root Cause Analysis and the 8D Corrective Action Process: Ensures the continuous improvement of energy production processes.
- 8D Troubleshooting Methodology: Helps resolve complex technical issues in energy plants.
- 8D RCA Process: Identifies and eliminates causes of energy generation and distribution inefficiencies.
8D Process Metrics and KPIs
- Problem Resolution Time: This metric tracks the time taken from problem identification to resolution in the 8D root cause analysis process, ensuring timely corrective actions are implemented to prevent recurrence.
- Recurrence Rate: By measuring how often a similar problem reappears after the 8D corrective action process, this KPI helps assess the effectiveness of the implemented solutions and continuous improvement efforts.
- Root Cause Identification Accuracy: This KPI evaluates the precision and accuracy with which the root causes are identified during the 8D root cause analysis, ensuring that the correct issues are being addressed.
- Corrective Action Implementation Rate: This metric tracks the percentage of corrective actions successfully implemented within the stipulated timeline, indicating the efficiency of the 8D corrective action process.
- Customer Satisfaction Improvement: Monitoring changes in customer satisfaction levels following the 8D corrective action process can highlight the impact of the process on overall product quality and customer perception.

8D Problem Solving Report
8D problem solving reports and templates are useful tools to initiate a problem solving process. These reports are used to explain what 8D is and including information about each step so that one will know what needs to be done by attempting this to solve problems. Keeping these reports easily available can avoid repeating work on the same problems over and over again.
8D reports must be detailed and incorporate information at every step within the 8D process. Those who are working on the problem should provide sufficient information when completing a report so that someone who was not on the current 8D team can pull it out and understand what the problem was and what solutions were implemented.
Improve quality, eliminate problems and identify the root cause of a problem with 8d Methodology
Who can 8d help.
The 8D methodology is universally applicable for every organization that needs solving. Although, there are a few industries and sectors where this 8D approach is successfully used such as manufacturing, the automotive industry , engineering companies that manufacture products or parts, and medium and large-scale enterprises.

Related Checklists
")
Quality Assurance Checklist – Part A (Project Management)
Checklist | September 7th, 2022
")
Quality Assurance Checklist – Part B (Project Deliverables)

Quality Control Area Safety Audit Checklist for Pharmaceutical Companies
Checklist | April 22nd, 2022
Implementing the 8D Root Cause Analysis

Establish the Team
- Assemble a cross-functional team: Ensure diverse perspectives and expertise.
- Define roles and responsibilities: Clarify each member's contributions.
- Team leader selection: Choose someone with strong leadership and problem-solving skills.
Describe the Problem
- Problem statement creation: Define the issue clearly and concisely.
- Use of data and evidence: Gather and present data to illustrate the problem.
- Scope and impact: Detail how the problem affects processes, products, or customers.
- Immediate actions: Implement temporary measures to contain the problem.
- Verification of ICAs: Ensure the containment actions are effective.
- Monitoring: Continuously monitor the situation until a permanent solution is found.
Determine Root Causes
- Root cause analysis techniques: Utilize tools like the 5 Whys and Fishbone diagrams.
- Data analysis: Examine data to identify patterns and anomalies.
- Identify multiple root causes: Look beyond the obvious to find all contributing factors.
Develop Permanent Corrective Actions (PCAs)
- Brainstorm solutions: Generate potential corrective actions.
- Evaluate effectiveness: Assess the feasibility and impact of each solution.
- Select the best solution: Choose the most effective and sustainable corrective action.
Implement and Validate PCAs
- Action plan creation: Develop a detailed plan to implement corrective actions.
- Execution: Carry out the corrective actions according to the plan.
- Validation: Verify that the corrective actions resolve the problem effectively.
- Standardization: Update processes, procedures, and documentation to include the new solutions.
- Training: Educate employees on the new procedures to ensure consistent application.
- Monitoring and review: Regularly review the effectiveness of the implemented solutions.
Recognize the Team and Celebrate Success
- Team recognition: Acknowledge the contributions of each team member.
- Celebrate achievements: Celebrate the success of solving the problem.
- Document lessons learned: Record insights and lessons learned for future reference.
Quality-centric Companies Rely on CQ QMS
Frequently Asked Questions
The 8D methodology is often used since it provides a consistent, simple, and thorough approach to solving raised problems at various stages. If properly applied, it gives several advantages such as:
A systematic approach for improving team-oriented problem solving skills
A clear understanding of basic statistical tools needed for problem solving
A practical understanding of the ‘ root cause analysis’ tool
Creating and expanding relative information about past failures and lessons learned to avoid future problems in the organization
Improving skills for corrective action deployment
When the team is trying to find the root cause of the problem and deploy corrective actions, some defective products will continue to be manufactured. To prevent these defective parts from reaching the customer, interim containment ensures that the defects are contained in the facility till the problem is completely solved. If defective parts reach the customer, it may result in warranty claims, field failures, and customer complaints.
To implement the 8D process successfully, the following factors are crucial:
The right team
An accurate description of the problem
Avoiding skipping through steps
Ensuring cooperation within the team and management support
Understanding the difference between real causes and possible causes
Related Insights

5 Dos and Don’ts When Choosing a QMS Solution for Your Enterprise
Every investment a business makes should have a measurable impact. In the case of an EQMS, the ROI is based…
Root Cause Analysis – Definition, Benefits and Process
All Quality and Safety Management Standards emphasize the importance of…
5 Why vs. Pareto Chart vs. Fishbone Diagram – Pros and Cons of Each of These RCA Techniques
All Quality Management Standards emphasize the importance of identifying the…
Automated CAPA with RCA and 5 Why to Make Your Workplace Healthy and Safe
PGT Innovations (PGT), pioneers in the impact-resistant window and door…
Connect with a CQ Expert
Learn about all features of our Product, Quality, Safety, and Supplier suites. Please fill the form below to access our comprehensive demo video.

Please confirm your details
By submitting this form you agree that we can store and process your personal data as per our Privacy Statement. We will never sell your personal information to any third party.
In Need of Smarter Ways Forward? Get in Touch.
Got questions we can help.
Chat with a CQ expert, we will answer all your questions.
Learn Quality Management
SITE-WIDE SALE IS LIVE NOW.
CLICK HERE.
- ASQ® CQA Exam
- ASQ® CQE Exam
- ASQ® CSQP Exam
- ASQ® CSSYB Exam
- ASQ® CSSGB Exam
- ASQ® CSSBB Exam
- ASQ® CMQ/OE Exam
- ASQ® CQT Exam
- ASQ® CQPA Exam
- ASQ® CQIA Exam
- 7 Quality Tools
- Quality Gurus
- ISO 9001:2015
- Quality Cost
- Six Sigma Basics
- Risk Management
- Lean Manufacturing
- Design of Experiments
- Quality Acronyms
- Quality Awareness
- Quality Circles
- Acceptance Sampling
- Measurement System
- APQP + PPAP
- GD&T Symbols
- Project Quality (PMP)
- Full List of Quizzes >>
- Reliability Engineering
- Statistics with Excel
- Statistics with Minitab
- Multiple Regression
- Quality Function Deployment
- Benchmarking
- Statistical Process Control
- Quality Talks >> New
- Six Sigma White Belt
- Six Sigma Yellow Belt
- Six Sigma Green Belt
- Six Sigma Black Belt
- Minitab 17 for Six Sigma
- Casio fx-991MS Calculator
- CSSYB/LSSYB Mock Exam
- CSSGB/LSSGB Mock Exam
- CSSBB/LSSBB Mock Exam
- ASQ® CQA Preparation
- ASQ® CQE Preparation
- ASQ® CQPA Preparation
- ASQ® CQIA Preparation
- CQE Mock Exams
- CMQ/OE Mock Exams
- CQA Mock Exams
- CQIA Mock Exams
- CQPA Mock Exam
- CQT Mock Exam
- CQI Mock Exam
- CSQP Mock Exam
- Design of Experiments (DoE)
- Measurement System Analysis
- Statistics Using R
- Data Visualization with R
- Statistics Using Python
- Data Visualization with Python
- Regression with Minitab
- Logistic Regression
- Data Analysis Using Excel
- The Git Mindset
- Statistics Quiz
- Root Cause Analysis
- Kano Analysis
- Lean Management
- QMS Lead Auditor
- Quality Management
- ISO 9001:2015 Transition
- Project Quality Manager
- गुणवत्ता.org
- Summary Sheets
- Practice Tests
- QG Hall of Fame
- Testimonials – ASQ Exams Preparation
- Eight Disciplines (8D) Problem Solving
** Unlock Your Full Potential **
The 8D is a team-based, structured approach to problem-solving. The 8D system aims to identify the root causes of the problem and take necessary actions to resolve the recurring issues permanently.
The US Government standardized the process of Corrective Actions in MIL-STD-1520 (Corrective Action and Disposition of Nonconforming Material). This standard was first issued in 1974, and the last revision was Rec C, issued in 1986 and later cancelled in 1995 without replacement.
This problem-solving approach was later formalized and popularized by Ford Motors.
KEY Takeaways
- The 8D model is a structured approach to problem solving.
- The 8D model provides a framework for systematically identifying problems, evaluating options, and taking corrective actions
- The 8D method is based on the 8 steps of the problem-solving approach.
8D or Eight Disciplines
The eight disciplines are the eight steps of the problem-solving approach. Later, in the 8D method, step D0 was added to the process. These eight steps (and initial step zero) include:
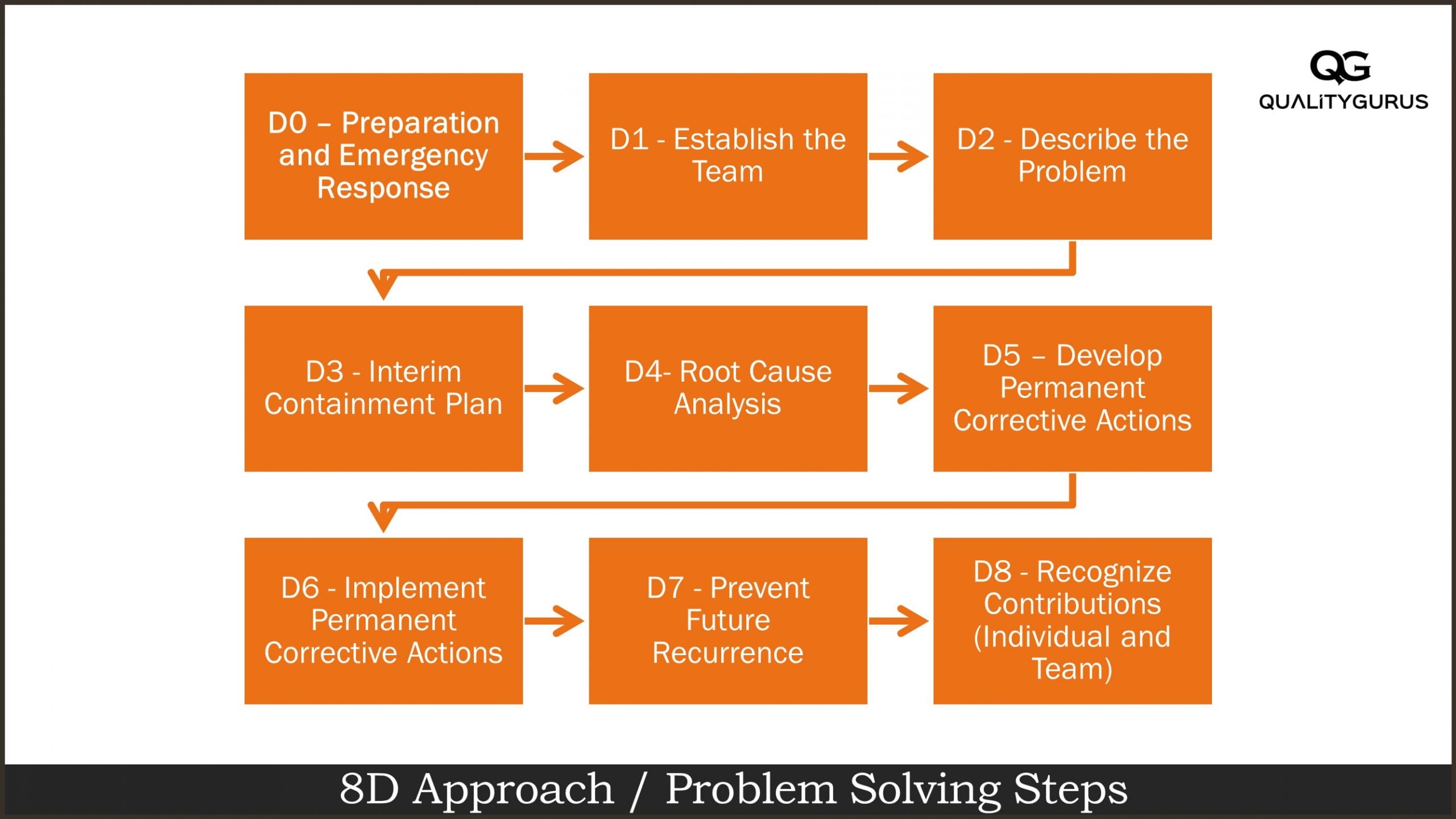
D0 - Preparation and Emergency Response
- Understand, define and quantify symptoms
- Identify the customer and other affected parties
- Protect the customer (band-aid solution) – Use the PDCA approach
- Determine if an 8D approach is needed
D1 - Establish the Team
This is the first step in creating a disciplined approach to developing solutions. It involves establishing a team that will be responsible for resolving the issue. Typically, the team consists of 3 to 7 members. When selecting a team member, selecting individuals with different skill sets and experience is essential. Each individual should bring something unique to the table.
The team members' roles are clarified and defined during this phase, and the ground rules are set up for the team.
D2 - Describe the Problem
In this step, the team describes the problem they are trying to solve. The problem is defined in quantifiable terms. A problem statement is created that defines the scope of the problem.
The problem boundaries are also established. For example, it may be stated as "the problem is limited to the XYZ application."
The affected party reviews the problem description, and any changes are documented.
D3 - Interim Containment Plan
During this step, the team creates a containment plan. These are temporary actions to isolate the customer from the outcome of this problem. The goal of interim containment is to minimize the impact on the customer while the team works on a permanent fix.
The interim containment plan is reviewed with the appropriate departments or functions in the organization.
When developing the containment plan, consideration is given to the following:
- Benefits vs risks
- What can we do to limit the impact?
- How long does the containment need to be effective?
- Is there anything else we need to consider?
D4 - Root Cause Analysis
Root cause analysis is performed to determine why the problem occurred. The team identifies all possible contributing factors that could have caused the problem. They then analyze each factor and assign a probability to how likely it is to have contributed to the problem.
The most common tools for root cause analysis are brainstorming , five whys and the Cause and Effects Diagram .
D5 - Develop Permanent Corrective Actions
After determining what caused the problem, corrective actions are taken to prevent future occurrences. This includes documenting the action(s), assigning responsibility, and implementing them.
There can be multiple root causes for a problem. Also, for every root cause , there could be multiple corrective actions. Hence the corrective actions might need to be prioritized.
D6 - Implement Permanent Corrective Actions
Once the corrective actions are implemented, the team reviews their effectiveness. If necessary, additional corrective actions are added.
Also, at this stage, evaluate containment actions and decide when these can be removed. If the problem does not disappear, reapply containment actions and revise the Corrective Action plan.
D7 - Prevent Future Recurrence
At this point, modify work processes, systems, methods, equipment and practice to prevent similar problems (in the same work area or other areas in the organization).
D8 - Recognize Contributions (Individual and Team)
This final step recognizes the contributions of individuals and teams involved in the process. It is essential to recognize the contribution of those who helped resolve the problem.
Additional Thoughts on the 8D Approach
In my experience, I've found that the 8D approach provides a good framework for dealing with complex issues. However, it's important to remember that it's just one tool among many others. There are many different ways to approach an issue.
For example, you could use the 5 Whys or the Cause and Effects diagram instead of the 8D approach. You could also use a combination of approaches.
If you're working on a small project, you may want to start by using the 5 Whys . But if you're trying to solve a large problem, you may want to use the 8D approach.
You should choose the right tool based on your situation.
Similar Posts:
February 19, 2024
QG-Quality 365
Practice tests – lean six sigma green belt, cqpa (certified quality process analyst) practice tests.
August 6, 2023
Essential Courses for Beginners in Quality Management: Building the Foundations for Excellence
July 9, 2022
Promote Quality Consciousness In Your Employees
September 4, 2020
Correction, Corrective Action And Preventive Action

49 Courses on SALE!
- Process Improvement
How to Solve Any Problem with the Eight Disciplines (8D)

What’s the best way to solve product and process-related problems? According to Ford Motor Company’s Team Orientated Problem Solving program (TOPS) , you need to take an 8-D perspective. It’s not as complicated as it may sound. The 8Ds or disciplines, target three basic aims: identify the problem, correct it, and make sure it doesn’t happen again.
Since the eight disciplines were first defined, the philosophy has been adjusted with the addition of a “0” discipline , so we’re really looking at nine steps or disciplines to guide you on your path to problem-solving success. Don’t be deterred by the word “discipline,” the process outlined in the eight (or nine) disciplines provides a straightforward template for problem-solving, and you don’t need any special training to follow it.
D0: Prepare For Problem Solving
Nobody likes putting out fires, but preparedness can avert disaster. The D0 step is the added discipline that gives us a total of nine, and it was tacked on after the eight disciplines had already been formulated.
The need for this additional step will be apparent to anyone who has faced a potential business disaster. Panicking isn’t a solution, and since the kind of problems we address with 8D methodology aren’t predictable, its good to be prepared for the unexpected and be ready to face it with a cool head. Knowing how you’ll respond in emergencies helps you to act faster.
What is Tallyfy?
Tallyfy helps you document and automate tasks between co-workers and clients
Once you’ve taken this vital step, you can begin working on any problems that arise without losing your cool.
D1: You Need the Right Team
You need inside information from the people best-acquainted with the process or product that proved to be dysfunctional. It’s important that they understand what role they’ll play in fixing the problem. You should let them know that you’re not looking to pin blame on someone – you’re a project team working on solving the problem.
To complete all eight disciplines, you need a committed and knowledgeable team composed of members who are as eager to solve the problem and prevent its recurrence as you are. Communication is key. When things go wrong, those with the most intimate knowledge of the product or process are waiting for the ax to fall. They will feel responsible for the problem, but that works in your favor when you allow them an opportunity to be part of the solution.
D2: Define What the Problem Is
Knowing what the problem you’re working on might seem obvious – but it usually isn’t. To avoid miscommunication between your team, you need to clearly define what the problem (and the definition should cover all the bases). Just saying “A component is faulty,” for example, isn’t a clear enough definition. To get all the details you need to effectively define a problem, you need to use the 5W2H approach. In a nutshell, you need to figure out…
- Who is directly affected by the problem? Is it your customers? Is it a problem that was picked up internally?
- What is the problem? Pinpoint it as finely as you can. A customer who has a customer service or technical complaint might have one or more reasons to be unhappy. Exactly what was it that didn’t work?
- When was the problem first picked up?
- Where did it happen? Your problem-solving approach is a bit like a game of Cluedo. Defining the problem means you need to know the location as well as the person, the particulars of the problem, and its timing.
- Why did it happen? Your team may have more than one explanation as to why the problem happened. Record all the possible reasons they can think of.
- How did it happen? Circumstances are important too. This piece of information is vital because it might point towards an overlooked scenario that you’ll need to take into account in future.
- How many / much ? Quantification forms the basis of measurement . It will also help you to determine how effective your problem-solving efforts have been once you’ve implemented solutions.
D3: What Interim Measures Can You take to Contain or Limit the Consequences of the Problem?
Letting a potentially problematic system run or producing potentially defective products will only amplify the problem you’re trying to solve. Interim measures could be as drastic as stopping production. This, however, is sometimes mandatory. It’s better to delay shipment rather than ship a defective product.
Damage control is not a permanent solution, but at least it ensures that you’ve limited the negative effects the problem has on your customers and your business. Allowing work to continue as normal when you know that there’s a problem isn’t an option you can risk.
While you and your team search for solutions, you need to know that further harm to your business reputation isn’t happening. Decide on the right strategy to temporarily curtail the issue and implement it as soon as possible and move on to D4 .
D4: What Caused the Problem?
Identifying the root cause of a problem can be trickier than it seems on the surface. There’ll usually be a chain of events leading up to an issue, and solving the problem requires you to track the chain of events that led up to it all the way back to the single set of circumstances that triggered it.
For example, a clothing manufacturer discovers that the seams of its jackets are coming apart. It would be easy to blame the person who was in charge of the stitching, but perhaps the machine was faulty, and its just possible that the machine was faulty because of the type of cotton that was fed into it, and the wrong cotton was fed into it because there was a mix-up in the stores, but the stores only made their error because the supplier didn’t label packages properly.
Use the 6m method to help you track problems to their source:
- Man or Manpower : If it seems that human error is to blame, what caused the mistake? Was the operator aware of what is required? Did he or she have sufficient training to meet the requirements of the job? What if he or she wasn’t physically up to the task?
- Machine : If you thought that working with machines was any easier, think again. There is a multitude of reasons why machines might fail. Is the right equipment being used? Was the equipment correctly calibrated? Has the machine been adequately maintained so that it is in good working order?
- Materials : As any manufacturer will know, you can’t make good quality products out of poor materials. But were the right materials being used? Did they have the right physical or chemical properties?
- Method : your staff could be well-trained, your machines well-maintained, and your materials of a suitable standard, but if the methods used aren’t up to scratch, you aren’t going to get the desired results.
- Measurement : If you ever added a tablespoon of salt to a recipe that required a teaspoon, you’ll know that using the correct, standard measurements are necessary if you want to get good results.
- Environment : The workplace environment: temperature, humidity, light, and cleanliness can also be to blame when problems arise.
Other than the 6m method, you could also try using the 5 Whys analysis. It’s a problem-solving methodology that helps you find the rootcausee of an issue by asking “why” enough times.
D5: Decide on Appropriate Corrective Action
Now that you and your team are confident that you’ve pinpointed the cause of the problem you encountered, it’s time to start working on the determination of solutions. This could involve generating a list of possible actions and thinning it down to the ones you think likely to be the most effective. Your aim is to remove the cause of the problem, and that could entail anything from a simple intervention to a multi-faceted improvement plan.
Whatever solutions you choose, you need to be sure that the measures you implement will continue being implemented in the long-term. This may involve setting up a system of checks and balances, additional quality control measures, or extra steps to be incorporated into standard workflows.
D6: Act and Confirm that Your Action Corrected the Problem
Having come this far with the eight disciplines approach to problem-solving, you might feel that it’s time to celebrate success, but you still need to wait a little longer. This is only the fifth of the eight disciplines, so although you’ve come a long way, your job isn’t done yet. Implementing the sixth discipline (corrective action) is even more important than deciding what ought to be done.
Communicate with affected employees so that they can understand the importance of any changes that are likely to affect them, why you’re making these changes, and what problem you’re working to eliminate. But even once they’re doing everything according to the new methods you’ve devised with your team, you still need to be sure that you’ve correctly identified and dealt with the gremlin that’s the cause of your woes.
That means careful monitoring of the “what” that started you on your problem-solving journey. Have you eliminated the problem? Keep tabs on your outputs in the long-term to be sure that you have.
D7: Prevent the Recurrence of the Problem and Entrench New Standards
So far, you and your team have hit the spot. You’ve identified why things went wrong, and you’ve successfully introduced changes that address the root cause of the problem that set you all to work. But you haven’t reached the final step just yet. By introducing new methods, you’ve effectively introduced a new standard, and you want that standard to be upheld. Your company’s reputation depends on it.
The work you’ve done has shown that you need to make changes to the way your company does things. You’ve implemented the modifications you and your team thought necessary with success. But these changes need to be incorporated into long-term business processes so that they become second-nature. There will certainly be changes to policies, procedures , and workflows even if they’re as simple as adding a new quality-control step to a process.
The Change management process can be tough, even if you’re only improving or changing a single process . Be sure everyone’s on the same page and follow up. To make this step easier, you can try either documenting your new processes or adopting workflow management software .
Workflow software can help enforce any changes you make to the new process – rather than having to manually explain the change to the employee, you can simply let the software do it for you.
D8: Eight Disciplines Reached. Celebrate Success With your Team
Without your problem-solving team, you would never have come this far or been this successful. By putting your heads together, you have permanently resolved a knotty problem. That’s reason to celebrate, and it’s also time to thank each team member for his or her contributions to the process. Each of them deserves recognition, and that recognition should be formal and organization-wide.
It’s also time to renew you and your team’s commitment to continuous improvement a commitment no organization should be without. Giving thanks where they are due will encourage future efforts, both within your team and across the organization. Who doesn’t want to be a hero? The eight disciplines approach to problem-solving depends on your team, and they deserve the recognition you give them.
Our writing and research policy
We thoroughly research every topic as much as we can. We consult academic sources for scholarly citations to support our points. Sometimes, we use data-gathering scripts or generative AI to summarize particular points but that’s always use that as a helpful assistant. We never use AI to replace a subject matter expert in workflow, AI and automation when it comes to editing and publishing. At Tallyfy – 3 independent experts validate and edit every article from the draft stage. Fact checking is included within this process. We do not write articles for search engine rankings
Why did we write this article?
Tallyfy believes in helpful and authoritative content that helps people. Our customers requested us to write about this topic so we attempted to put together the highest quality article available anywhere – that’s our goal. Work like this takes a lot of effort. Did you like this article? If you did please share the link with your coworkers via email, or on LinkedIn.
About the author - Amit Kothari
Believe in Workflow Made Easy ®
Say goodbye to flowcharts and SOP’s. Eliminate manual status updates and reminders. Digitize your recurring workflows. Run trackable and efficient processes on the world’s easiest workflow app. How?
- Choose a recurring process
- Create a template on Tallyfy
- Automate if-this-then-that’s
- Track who’s doing what
- Improve continuously
- lifetime discount for
It’s simple and proven and raving fans it

Understanding 8D: A Guide to the 8 Disciplines of Problem Solving
- Ossian Muscad
- March 23, 2022

Last Updated on March 13, 2024 by Ossian Muscad
Exploring the 8 Disciplines (8D) of problem-solving unveils a systematic approach designed to address and resolve issues in a structured manner. This method, developed by Ford Motor Company, is now widely adopted across various industries to promote better product quality, efficiency, and satisfaction. By following the 8D process, teams can effectively pinpoint the root causes of problems, develop interim and permanent solutions, and ensure issues do not recur. This guide aims to offer a comprehensive overview of each discipline, illustrating how they collectively forge a path toward sustainable problem resolution and continuous improvement.
What is the 8D Methodology?
The 8D Methodology is a rigorous and structured problem-solving process that emphasizes not just identifying and solving problems but also preventing them from reoccurring. It was initially developed in the automotive industry but has since been adopted by various sectors to enhance product quality and operational efficiency. This eight-step process is meticulously designed to find the root cause of a problem, implement a temporary fix, and then develop a long-term solution to ensure the issue does not recur.
The beauty of the 8D process lies in its comprehensive approach. It’s not about quickly patching up issues but thoroughly understanding them, addressing their causes, and implementing preventive measures to foster continuous improvement in any operational environment. By utilizing the 8D methodology, companies can achieve sustainable problem resolution and enhance their overall performance.
The 8 Disciplines of Problem Solving
The 8 Disciplines (8D) of problem-solving form a comprehensive process aimed at identifying, correcting, and eliminating recurring issues within any organization. This methodology encourages teams to take collective responsibility for problem resolution, fostering a culture of continuous improvement and collaboration.
Through its structured approach, the 8D process not only addresses immediate concerns but also implements strategies to prevent future occurrences, ensuring long-term solutions and improved operational efficiency. The following are the 8 disciplines that make up this process:
D1: Create a Team
The first discipline, Create a Team , involves assembling a group of individuals tasked with addressing the problem at hand. This foundational step stresses the importance of diversity within the team, advocating for the inclusion of members with varied roles, backgrounds, and areas of expertise.
Such diversity is crucial as it ensures a holistic understanding of the issue, enabling the team to explore different perspectives and solutions that might not be evident to those with similar skills and experiences. By leveraging each team member’s unique strengths and knowledge, the team is better equipped to tackle complex problems comprehensively and effectively.
This initial stage sets the tone for the collaborative effort required in subsequent disciplines, emphasizing teamwork and collective responsibility in the problem-solving process. Make sure to select a team leader who has strong communication skills and can facilitate the smooth functioning of the team.
D2: Describe the Problem
In the second discipline, Describe the Problem , the focus shifts to clearly defining the issue at hand. This crucial step is accomplished by creating a comprehensive problem statement. A well-crafted problem statement acts as a guiding light for the team, outlining the nature of the problem in a manner that is both succinct and straightforward. The statement must be clear, concise, and easy to understand, enabling every team member to grasp the essence of the problem without ambiguity.
This clarity helps ensure that all efforts are directed towards addressing the actual issue, thereby preventing the misallocation of resources and efforts on misidentified or peripheral concerns. Essentially, the problem statement sets the stage for targeted and effective problem-solving activities in the subsequent stages of the 8D process.
D3: Develop a Containment Plan
The third discipline within the 8D problem-solving process is developing a Containment Plan . This critical step involves devising and implementing immediate actions to contain the problem and prevent it from further impacting operations or quality. The containment plan is designed to be a temporary yet effective measure to control the situation until a permanent solution is put in place.
It’s essential for this plan to be specific and meticulously tailored to the nuances of the problem at hand. The effectiveness of a containment plan hinges on its ability to precisely address the immediate effects of the issue, ensuring they are isolated and managed effectively without causing additional complications. This step underscores the importance of swift and decisive action in safeguarding quality and operational stability while the team works on identifying and implementing a long-term resolution.
D4: Determine/Verify Root Causes
The fourth step of the 8D problem-solving process, Determine/Verify Root Causes , focuses on identifying the primary cause(s) of the issue at hand. This essential phase employs various analytical tools and techniques to drill down to the root of the problem. Among the most effective tools are cause and effect diagrams, also known as fishbone diagrams and the Five Whys Analysis. Cause and effect diagrams assist teams in visually mapping out the potential causes of a problem across different categories, leading to a comprehensive understanding of the issue.
The Five Whys Analysis, on the other hand, encourages a deeper inquiry into the problem by asking “why” repeatedly until the fundamental cause is uncovered. By leveraging these techniques, teams can pinpoint the exact factors contributing to the problem, setting the stage for developing targeted and effective solutions in the subsequent disciplines. This step is crucial as it ensures the problem-solving efforts are accurately focused, preventing the recurrence of the issue by addressing its root cause.
D5: Verify Permanent Solutions
The fifth discipline in the 8D Problem-Solving process is Verify Permanent Solutions . This pivotal stage involves implementing and rigorously testing the proposed solutions to ensure their efficacy. It’s not enough for a solution to appear effective in theory; it must demonstrate its ability to resolve the issue in the real-world environment where the problem occurs. To accomplish this, the team enacts the solution on a trial basis, monitoring its performance and impact closely.
Additionally, a critical aspect of this discipline is creating a plan for ongoing monitoring and sustainability of the solution’s results. This plan outlines how the solution will be integrated into regular operations and the measures that will be put in place to ensure the problem does not recur. It may include routine checks, performance metrics, and feedback loops designed to catch any signs of the issue re-emerging, allowing for timely adjustments.
Through thorough verification and a clear plan for sustainability, the team can confidently move forward, knowing their solution is not just a temporary fix but a permanent improvement to the problem at hand.
D6: Define and Implement Corrective Actions
The sixth discipline of the 8D Problem-Solving process, Define and Implement Corrective Actions , is a critical phase where the focus shifts to identifying and enacting measures to prevent the recurrence of the problem. This entails developing a corrective action plan that embodies the principles of specificity, measurability, achievability, relevance, and a clear timeline.
Such a plan ensures that the solution not only addresses the immediate issue but also fortifies the process against similar future problems. Actions may include changes to processes, training or retraining of staff, modifications to equipment, or any number of other interventions designed to correct the root cause identified in Discipline D4.
Key to this discipline is not just the identification and implementation of these corrective measures but also the establishment of clear metrics for success and timelines, ensuring the actions taken are grounded in scalability and sustainability. Through careful planning and execution, this step helps to guarantee that the solution has a lasting impact, safeguarding the quality and efficiency of operations long-term.
D7: Prevent Recurrence
The seventh discipline in the 8D Problem-Solving process is Prevent Recurrence . This crucial step ensures that the root causes of the issue, once identified and addressed, do not lead to the same or similar problems in the future.
Preventing recurrence involves a comprehensive approach that may include the creation or revision of standard operating procedures (SOPs), ensuring these guidelines are clear, detailed, and accessible to all relevant parties. Equally important is the training or retraining of employees to familiarize them with the new or updated procedures, thus equipping them with the knowledge and skills necessary to maintain the improvements over time.
Additionally, conducting regular audits of the processes and systems involved can help in identifying potential weaknesses before they result in further issues. Through these proactive measures, an organization can secure a more resilient and reliable operational process, effectively reducing the likelihood of problem recurrence and promoting continuous improvement.
D8: Celebrate Success
The eighth and final discipline of the 8D Problem-Solving process, Celebrate Success , emphasizes the importance of acknowledging and appreciating the team’s hard work and dedication throughout the problem-solving endeavor. This step is crucial as it not only serves to recognize the individuals and groups who contributed significantly to resolving the issue but also reinforces the value of collaborative effort and continuous improvement within the organization.
Celebrating success can take various forms, from formal recognition in company meetings or newsletters to informal team gatherings or rewards. It’s a moment to reflect on the lessons learned, the obstacles overcome, and the positive impact of the implemented solution on the company’s operations. By celebrating these achievements, organizations foster a culture of appreciation and motivation, encouraging teams to engage proactively in future problem-solving efforts with enthusiasm and commitment.
Why Should You 8D in Your Business?
Employing 8D methodology in your business operations can significantly benefit problem-solving, quality control, and process improvement. This is especially pertinent in industries where inconsistencies can lead to substantial repercussions. Below are the key reasons why businesses should adopt the 8D approach.
- Efficient Problem-Solving: The 8D methodology offers a systematic and comprehensive approach to problem-solving. By dissecting the issue into manageable parts and tackling each part methodically, businesses can efficiently address problems while minimizing the risk of oversight.
- Enhanced Quality Control: Incorporating 8D into your business processes promotes a culture of quality. The methodology focuses on identifying root causes and implementing permanent solutions, thereby preventing recurring issues and fostering continuous improvement.
- Effective Team Collaboration: 8D encourages collaboration and team engagement. By assembling a team of diverse expertise to tackle each problem, businesses can leverage a wider range of perspectives and insights to reach an optimal solution.
- Proactive Prevention: The 8D process emphasizes solving the current problem and preventing future recurrences. This proactive approach assists businesses in staying ahead of potential issues, saving time and resources, and fostering a proactive mindset within the team.
- Improves Customer Satisfaction: By enabling businesses to identify and eliminate product or process defects, 8D ultimately contributes to improving customer satisfaction. A robust, efficient problem-solving process can enhance a company’s reputation for quality and reliability, strengthening customer trust and loyalty.
The 8D methodology, when applied correctly, can be a powerful tool for improving business processes, enhancing product quality, and driving customer satisfaction. It fosters a proactive, systematic approach to problem-solving that can benefit businesses across various industries.
Tips to Maximize Your 8D Process
Maximizing the effectiveness of your 8D Process can lead to remarkable improvements in problem-solving efficiency, quality control, and overall operational excellence. By adopting key strategies and integrating them into every step of the 8D methodology, organizations can ensure a more thorough, actionable, and sustainable solution to any challenge. Here are five essential tips to enhance your 8D Process.
Prioritize Team Training
Investing in comprehensive training for your 8D teams is crucial. Team members should possess a deep understanding of the 8D methodology and skills in problem identification, root cause analysis, and solution implementation. Regular training sessions will keep these skills sharp and ensure all team members are on the same page, fostering a more efficient and effective problem-solving process.
Establish Clear Communication Channels
Clear, consistent communication among team members and across departments is fundamental to the 8D Process. Utilizing digital tools and platforms for collaboration can facilitate the sharing of updates, ideas, and feedback in real time. Ensuring that everyone involved has access to relevant information and can communicate effectively will prevent misunderstandings and speed up the problem-solving process.
Utilize Data and Technology
Harnessing the power of data analytics and technological advancements can significantly boost the efficiency and accuracy of your 8D Process. Implement tools for data collection and analysis to identify trends, predict potential issues, and support decision-making. Technology can also streamline documentation, tracking, and reporting, making every step of the process more manageable and transparent.
Foster a Culture of Continuous Improvement
Encouraging a mindset of continuous improvement and open-mindedness toward change is vital. The 8D Process should not be seen as a one-time task but as part of an ongoing effort to enhance all aspects of the organization. Reward innovation, celebrate successes, and learn from setbacks to build a resilient and proactive team culture.
Regularly Review and Adapt the Process
The business environment is dynamic, and processes that worked yesterday may not be as effective today. Regularly reviewing and analyzing the effectiveness of your 8D Process, including feedback from team members and outcome assessments, enables you to make necessary adjustments. Adaptability ensures that your process remains aligned with current challenges and business goals, sustaining its relevance and impact over time.
Frequently Asked Questions (FAQs)
Q1: what does the “8d” in 8d problem solving stand for.
The “8D” stands for the eight disciplines or steps of the problem-solving process, which are designed to address and resolve issues, improving overall business performance. The eight disciplines mentioned are the foundation that helps guide the 8D methodology and make it a structured, systematic problem-solving approach.
Q2: Who should be involved in the 8D Process?
The 8D Process should involve a cross-functional team that includes members from different departments and expertise areas. This ensures a comprehensive approach to problem-solving, leveraging various perspectives and skills. Some key roles in the 8D Process may include team leader, problem owner, data analyst, and solution implementer.
Q3: Can 8D be applied to any industry or business?
Yes, the 8D methodology is versatile and can be adapted to virtually any industry or business sector. Its principles of problem identification, analysis, and resolution are universally applicable to any organization looking to improve its operations.
Q4: How long does it typically take to complete an 8D Process?
The duration of an 8D Process can vary significantly depending on the complexity of the problem, the effectiveness of the team, and the solutions implemented. Some problems may be resolved in a matter of weeks, while others might take several months.
Q5: Is documentation important in the 8D Process?
Documentation is critical in the 8D Process. Thorough documentation ensures that every step is recorded, facilitates communication among team members, and provides a reference point for future problem-solving efforts.
Q6: How does the 8D Methodology integrate with other quality improvement processes?
The 8D Methodology can complement and enhance other quality improvement processes, such as Six Sigma and Lean Manufacturing. By focusing on problem-solving and root cause analysis, the 8D Process can be incorporated into broader quality initiatives, driving continuous improvement across all operations.
Streamline Your 8D Process with DATAMYTE
DATAMYTE is a quality management platform with low-code capabilities. Our Digital Clipboard , in particular, is a low-code workflow automation software that features a workflow, checklist, and smart form builder. This tool lets you quickly create templates for the 8D Process, making it easier to standardize and streamline your problem-solving efforts.
DATAMYTE also lets you conduct layered process audits, a high-frequency evaluation of critical process steps, focusing on areas with the highest failure risk or non-compliance. Conducting LPA with DATAMYTE lets you effectively identify and correct potential defects before they become major quality issues.
With DATAMYTE , you have an all-in-one solution for managing quality and continuous improvement initiatives, including the 8D Process. Our platform offers everything from data collection and analytics to corrective action workflows, facilitating a seamless and efficient problem-solving process. Book a demo now to learn more.
If you’re going to solve problems, doing it systematically with an established process like the 8D Methodology can significantly enhance your problem-solving efficiency and effectiveness. By fostering clear communication, utilizing data, promoting a culture of continuous improvement, and being open to adapting the process as needed, organizations can tackle challenges head-on and prevent them from recurring.
The 8D Process is not limited to addressing immediate problems; it is a tool for achieving long-term, sustainable improvement across all aspects of an organization. Implementing these strategies will not only solve the current issues more effectively but also equip your team with the skills and mindset to face future challenges with confidence.
Related Articles:
- Understanding the Hierarchy of Controls in Safety Management: A Comprehensive Guide
- A Comprehensive Guide to Japanese Quality Management Lean Terms
- Implementation
- Case-Studies
- White Papers
- Knowledge Base
Experts in the Connected Factory

- 1-800-455-4359
- (763) 553-0455 ext. 1
- [email protected]
8D (8 Disciplines)

Author: Daniel Croft
Daniel Croft is an experienced continuous improvement manager with a Lean Six Sigma Black Belt and a Bachelor's degree in Business Management. With more than ten years of experience applying his skills across various industries, Daniel specializes in optimizing processes and improving efficiency. His approach combines practical experience with a deep understanding of business fundamentals to drive meaningful change.
8D short for the 8 Disciplines, is a globally recognized problem-solving methodology . It is primarily used as a quality tool where customer complaints of faulty or defective products are needing to be addressed.
However, it is not exclusively used for customer complaints; it is well suited to these situations, and many large organizations would expect a framework like 8D to have been followed and documented to demonstrate what actions were taken to solve the problem and reassure the customer that it will not reoccur.
Looking for an 8D Template? Click here
Why use 8D?
8D is a methodology used in problem-solving that sets out 8 clear steps to follow to ensure the correct actions are taken in the right order to minimize disruption to the customer as well as effectively address the root cause of the problem and sustain the solution to prevent it from happening again. 8D formalized the process to do this.
What are the Steps in 8D?

D1 – Team Formation
The first step in 8D is team formation, this is an essential step if you want to solve the problem you are looking to address successfully. A Project is unlikely to be successful if you do not have the right team supporting it. The team selection should be cross-functional and include key stakeholders from different parts of the organisation that have a relationship to the issue or its process. This should also consist of internal/external suppliers in the process and internal/external customers of the process.
D2 – Define and Describe the problem
Once you have your project team assembled the next focus is ensuring the project team has a good and consistent understanding of what the problem is. To achieve this the team should collect details about the problem and completely understand the depth of the problem. The details used for this understanding should be based on data and facts and not hunches or experience.
D3 – Contain the Problem
Now that the team has a clear understanding of the problem based on data the team’s focus should be on containing the problem. This means putting into place short-term containment actions to prevent the effects from continuing in the process and especially preventing them from reaching the customer.
This could be done by taking action to isolate a bad batch of products from further progressing through the process or ultimately stopping the production altogether if the process continues to produce defects until the root cause of the problem is addressed.
It is important that this step is done as soon as possible to reduce any risk of defective products or parts going to the customer which could result in returns, complaints or loss of customers.
D4 – Root Cause Analysis
Once the problem is contained the next task is to identify the root cause or causes of the problem. It is important to treat the root cause of the problem and not just the visible symptoms to ensure the problem is effectively solved. If the symptoms are addressed it is likely the problem will reappear in the process in a different form simply moving the problem from one place to another.
For this methods and tools such as the Cause and Effect diagram (also referred to as Ishikawa Diagram , Fishbone Diagram or 6Ms) 5 Why or Why-Why, Pareto Charts or Box Plots may be used to identify the root causes using data and evidence to verify the root cause.

D5 – Corrective Actions
When the root cause has been successfully identified the next step should be for the team to identify suitable corrective actions to solve the problem. This is where a cross-functional diverse team is useful to use brainstorming, groupthink and affinity diagrams to identify, group and prioritised solution actions.
D6 – Validate Corrective Actions
Once the corrective actions have been decided, the team should then validate if the solutions are effective. This can be done by testing or simulating the solutions in the process and collecting data to identify if the solution and solve the problem. Any testing or trials should be done on a statistically significant sample size before it is confirmed the solutions are valid and have solved the problem. Steps 4 to 6 should be repeated until the problem has been completely eliminated.
D7 – Identify and Implement Preventive Actions
Once the corrective actions are validated the systems and processes should be updated to reflect the change, such as updating standard operating procedures (SOPs), policies, methods, technical drawings or work instructions. This should standardise the solution and ensure it is the new or updated way the process is conducted engineering out the old process and preventing a reoccurrence of the problem.
D8 – Team and Individual Recognition
Finally, once the problem as been solved the team should be rewarded and recognised for the contribution and support of the change. This is especially important is 8D and general problem solving is new to the organisation as it will allow those involved to see they are valued for their input and are able to support solving business problems making it more likely they will be actively involved in future problem-solving situations or be more aware of other business problems and highlight them to also be solved. This, in turn, increases the effectiveness of the business, employees and its processes.
When to use 8 Disciplines?
As mentioned above 8D is a great tool to address problems with processes that are producing rejects or defects in a process that might cause customer complaints. 8D is an ideal problem-solving methodology to use where it is fairly complex to understand the problem and the root cause and corrective actions are needed. It is also recommended that 8D is used where the PDCA process methodology would not be efficient in resolving the problem.
Finally, the 8 Disciplines (8D) is a well-known problem-solving methodology that is primarily used as a quality tool for addressing customer complaints about faulty or defective products. It is not, however, used solely for customer complaints, and many large organisations expect a framework like 8D to have been followed and documented to demonstrate the actions taken to solve the problem and prevent its recurrence.
8D is useful in problem-solving because it specifies eight specific steps to take to ensure that the correct actions are taken in the correct order to minimise disruption to the customer while effectively addressing the root cause of the problem. Team formation, defining and describing the problem, containing the problem, root cause analysis, corrective actions, validating corrective actions, identifying and implementing preventive actions, and recognising the team and individuals involved are all part of the 8D process.
Overall, 8D is an excellent problem-solving methodology to employ when it is difficult to understand the problem and its root cause and corrective actions are required. It is also suggested that 8D be used in situations where the PDCA process methodology would be ineffective in resolving the problem. Organizations that follow the 8D process can effectively solve problems, improve processes, and increase customer satisfaction, ultimately leading to increased effectiveness and success.
Subramaniam, M., Noordin, M.K. and Nor, H.M., 2021. Eight Discipline-Problem Based Learning in Industrial Training Program to Develop Future Proof Skills Among Graduate Engineers . International Journal of Online & Biomedical Engineering , 17 (12).
Riesenberger, C.A. and Sousa, S.D., 2010, June. The 8D methodology: an effective way to reduce recurrence of customer complaints . In Proceedings of the world congress on engineering (Vol. 3).
Kaplík, P., Prístavka, M., Bujna, M. and Viderňan, J., 2013. Use of 8D method to solve problems. Advanced Materials Research , 801 , pp.95-101.
Was this helpful?

Daniel Croft
Daniel Croft is a seasoned continuous improvement manager with a Black Belt in Lean Six Sigma. With over 10 years of real-world application experience across diverse sectors, Daniel has a passion for optimizing processes and fostering a culture of efficiency. He's not just a practitioner but also an avid learner, constantly seeking to expand his knowledge. Outside of his professional life, Daniel has a keen Investing, statistics and knowledge-sharing, which led him to create the website www.learnleansigma.com, a platform dedicated to Lean Six Sigma and process improvement insights.

Taguchi Method Demystified: A Step-by-Step Guide to Implementing Robust Design Strategies

Best Method to Implement 5S Across an Entire Business
Free lean six sigma templates.
Improve your Lean Six Sigma projects with our free templates. They're designed to make implementation and management easier, helping you achieve better results.

5S Floor Marking Best Practices
In lean manufacturing, the 5S System is a foundational tool, involving the steps: Sort, Set…
How to Measure the ROI of Continuous Improvement Initiatives
When it comes to business, knowing the value you’re getting for your money is crucial,…
8D Problem-Solving: Common Mistakes to Avoid
In today’s competitive business landscape, effective problem-solving is the cornerstone of organizational success. The 8D…
The Evolution of 8D Problem-Solving: From Basics to Excellence
In a world where efficiency and effectiveness are more than just buzzwords, the need for…
8D: Tools and Techniques
Are you grappling with recurring problems in your organization and searching for a structured way…
How to Select the Right Lean Six Sigma Projects: A Comprehensive Guide
Going on a Lean Six Sigma journey is an invigorating experience filled with opportunities for…
The 8 Disciplines of Problem Solving
The true value of the 8 disciplines of problem solving methodology is that it contains all of the important facets of modern problem management. Containment, Root Cause Analysis, Correction and Prevention are all covered using 8D problem solving steps.
Not long ago, a preliminary step (D0) was added to the 8 disciplines of problem solving structure. This step is primarily used to determine if your organization needs to utilize this more robust 8D structure or will the 5 step approach suffice. Conditions such as type and depth of issue, available metrics, commitment to determining the root cause, and customers affected should be considered as part of D0.
D1- Assemble the Team
| Determine the personnel required for the resolution of the current issue. Generally, a cross-functional team works best, but it's more important to ensure the correct people are on your team than it is to have a true cross-functional team. Determine your team's leader. |
D2- Define the Problem
Provide as much detail regarding the current issue. Writing an outstanding problem statement is critical to the success of your problem solving efforts.
Need help with Root Cause Analysis? Our Root Cause Analysis course has gone public! Visit Root Cause Analysis Public Class Schedule
D3- Implement and Verify Interim Containment Actions (ICAs)
Determine the impact of the customer's issue within your organization. Identify all possible suspect material and segregate that material for further review. List the date codes, lot numbers, etc. that are considered suspect. Determine a method that clearly shows the customer that all product shipped from this date was inspected and known to be acceptable.
D4- Identify and Verify Root Cause
D4 is the important and most difficult step of the 8 disciplines of problem solving.The team investigates the problem and begins to develop theories regarding where and how this issue occurred. Common methods for root cause analysis are:
Data Mining- investigating historical data for further information. Learn more about analysis of data .
Pareto Charts- this prioritization tool assists with decision making and resource planning by showing exact counts of the types of issues measured.
Brainstorming - a group technique useful for the creation of many possible root causes.
Fishbone Diagram- (also known as an Ishikawa Diagram or Cause and Effect Diagram) a tool that formats potential causes into distinct categories.
Also in the D4 step, your team determines the "escape point," that is, where in your process did this issue fail to get identified. As you follow the process backwards, you identify the location within your system that the root cause should have been identified but wasn't.
The team must be able to verify that they have indeed identified both the root cause and the escape point, and be able to take action upon the root cause. Returning to the process, the team should be able to make the issue come and go at will, indicating verification of root cause.
D5- Choose and Verify Permanent Corrective Actions (PCAs)
After verifying the root cause, the team assembles to generate potential PCAs. The team will consider topics such as: customer satisfaction, cost, elimination of the root cause, and others when attempting to choose the best PCA from the list of potential PCAs.
D6- Implement and Validate PCAs
Use the selected PCA from D5. Implement this solution. Like in D4, the team should be able to make the problem come and go at will by alternately applying and removing the PCA. Continue to measure the process to ensure effectiveness.
D7- Prevent Recurrence
Sustain the Gains! Regularly follow up on the process measures, again to ensure effectiveness and prevent backsliding. Update all documentation in your QMS. Mistake-proof the process if possible. Identify any potential areas where the same issue could occur and implement the same or similar PCA in those areas.
D8- Recognize the Efforts of the Team

D8 is the most underutilized of the steps in the 8 disciplines of problem solving. While most companies will obtain formal sign-offs for the 8D structure, some fail to commend the team participants for the excellent work they accomplished. It is through this feedback that the team members feel appreciated, making them likely participants for the next issue (when it develops).
Life & Business Coaching
- Problem Solving
- Brainstorming
- Finding Root Cause
QMS & Auditing
- Auditor Training
- QMS Benefits
- Internal Audit Program
Other Useful Info
- Members Only
- Join This Site
- Need More Info?
- About Our Site
- Refund Policy
- Tell Your Story
Copyright 2007-2014 Carpenter Group LLC All rights reserved. 6413 Lima Road #162, Fort Wayne, IN 46818

The Leading Source of Insights On Business Model Strategy & Tech Business Models

What Is The Eight Disciplines Model And Why It Matters In Business
The eight disciplines (8D) model is a problem-solving framework that is used to identify, correct, and then eliminate problems. The eight disciplines model was first used by the U.S. Military in the Second World War. In more modern times, it was popularised in a 1987 Ford Motor Company manual on a team-oriented approach to problem-solving, based on eight sequential steps.
| Eight Disciplines (8D) Model | Description | Analysis | Implications | Applications | Examples |
|---|---|---|---|---|---|
| 1. Key Elements (KE) | The Eight Disciplines (8D) Model is a problem-solving methodology used in various industries, particularly in manufacturing and quality control. It consists of eight structured steps for identifying, analyzing, and resolving problems or issues within an organization or process. | – Understand and implement each of the eight disciplines sequentially to address a problem or issue effectively. – Ensure cross-functional teamwork and collaboration throughout the 8D process. – Apply data-driven analysis and root cause identification to resolve issues systematically. | – Provides a systematic approach for problem-solving and continuous improvement. – Encourages collaboration and cross-functional communication. – Promotes a data-driven and evidence-based problem-solving process. | – Quality control and process improvement in manufacturing. – Addressing product defects and quality issues. – Corrective and preventive actions for non-conformance. – Handling customer complaints and improving satisfaction. | Key Elements Example: A manufacturing company faces a recurring quality issue in one of its products. The 8D Model is used to systematically identify, analyze, and resolve the problem, involving cross-functional teams and data-driven analysis to find the root cause and implement corrective actions. |
| 2. D1: Establish the Team | D1 involves assembling a cross-functional team of individuals with diverse skills and expertise to address the identified problem. Team members should represent relevant departments and areas related to the issue. | – Identify team members with the necessary expertise and knowledge to address the problem. – Ensure clear roles and responsibilities for each team member. – Promote effective communication and collaboration within the team. | – Fosters collaboration and knowledge sharing among team members. – Increases the likelihood of identifying the root cause from diverse perspectives. – Encourages accountability and clear roles within the problem-solving process. | – Forming problem-solving teams in manufacturing and quality control. – Collaborative problem-solving in various industries. | D1 Example: A car manufacturer assembles a cross-functional team including engineers, quality control experts, and production line personnel to address a recurring issue with a specific car component. The team collaborates to identify and solve the problem. |
| 3. D2: Describe the Problem | D2 focuses on thoroughly understanding and describing the problem or issue. This step involves gathering data, documenting the problem’s symptoms, and defining the problem’s scope and boundaries. | – Gather relevant data and information related to the problem. – Document the problem’s symptoms, including when, where, and how they occur. – Define the problem’s scope to ensure a clear understanding of what needs to be addressed. | – Provides a comprehensive understanding of the problem’s nature and scope. – Helps in narrowing down potential root causes based on symptoms. – Ensures that the problem-solving team is aligned and aware of the issue. | – Identifying and documenting defects in manufacturing processes. – Investigating product or service quality issues. – Analyzing customer complaints to define problems. | D2 Example: A software development team experiences frequent system crashes in a specific module of their application. They gather data on when and how the crashes occur, document the error messages, and define the scope of the problem to address it effectively. |
| 4. D3: Develop a Interim Containment Plan | D3 involves implementing temporary measures to contain the problem and prevent it from causing further damage or issues. This step aims to stop the problem from worsening while the root cause is identified and addressed. | – Develop and implement interim measures to prevent the problem’s escalation. – Ensure that the containment plan is effective and mitigates immediate risks. – Continuously monitor the effectiveness of the containment measures. | – Prevents further damage or consequences while root cause analysis is conducted. – Offers immediate relief and protection for critical processes or products. – Allows for a focused and controlled problem-solving process. | – Implementing quick fixes to prevent defective products from reaching customers. – Temporary solutions for issues affecting manufacturing processes. – Controlling immediate risks in critical systems. | D3 Example: An electronics manufacturer discovers a malfunction in a component of a product that could lead to safety hazards. They implement a temporary fix to ensure that affected products are safe for use while they investigate the root cause of the issue. |
| 5. D4: Determine Root Cause | D4 involves conducting a thorough analysis to identify the root cause or causes of the problem. It requires data collection, data analysis techniques, and the use of various problem-solving tools to uncover the underlying reasons behind the issue. | – Collect and analyze data related to the problem’s symptoms and occurrences. – Apply problem-solving tools and techniques, such as fishbone diagrams or 5 Whys, to identify potential root causes. – Use statistical analysis to narrow down root cause candidates and validate findings. | – Identifies the underlying reasons behind the problem, allowing for targeted solutions. – Ensures that corrective actions are based on data and evidence. – May reveal systemic issues that need to be addressed for long-term improvement. | – Analyzing defects in manufacturing to pinpoint root causes. – Investigating software bugs to determine their origins. – Identifying the source of quality issues in a production process. | D4 Example: An automotive manufacturer experiences an increase in defective engine components. Through data analysis and the use of the 5 Whys technique, they discover that a specific supplier’s manufacturing process is causing the defects. |
| 6. D5: Develop Permanent Corrective Actions | D5 involves developing and implementing permanent corrective actions to address the root cause(s) of the problem. These actions are designed to prevent the problem from recurring in the future. | – Based on the identified root cause(s), develop specific corrective actions that will permanently resolve the issue. – Ensure that corrective actions are comprehensive and address all aspects of the problem. – Define a timeline for implementing corrective actions and monitoring their effectiveness. | – Addresses the fundamental causes of the problem, preventing its recurrence. – Promotes long-term process improvement and product quality. – Requires careful planning and implementation to ensure effectiveness. | – Implementing process changes to eliminate root causes of defects in manufacturing. – Revising software code to prevent recurring software bugs. – Updating quality control procedures to address identified issues. | D5 Example: A food processing company discovers that a specific ingredient supplier is the root cause of contamination issues. They develop and implement new supplier selection criteria and quality control measures to prevent future contamination problems. |
| 7. D6: Implement and Validate Corrective Actions | D6 involves putting the permanent corrective actions developed in D5 into action. It includes implementing process changes, updating procedures, and ensuring that the changes are effective in eliminating the problem. Validation ensures that the issue has been resolved successfully. | – Execute the planned corrective actions, including process changes, procedure updates, and any necessary training. – Monitor the implementation process closely to ensure that actions are carried out as intended. – Validate the effectiveness of the corrective actions by measuring and assessing key performance indicators (KPIs) and problem recurrence. | – Ensures that the corrective actions are effectively implemented. – Validates that the problem has been successfully resolved and does not recur. – Provides data and evidence to confirm the problem’s resolution. | – Verifying that process changes eliminate defects in manufacturing. – Assessing software performance to confirm bug resolution. – Monitoring quality control measures to ensure they prevent future issues. | D6 Example: A pharmaceutical company implements new quality control procedures and conducts training for its staff to eliminate contamination issues. They closely monitor the implementation process and track contamination incidents to validate the effectiveness of their corrective actions. |
| 8. D7: Prevent Recurrence and Recognize Team | D7 focuses on preventing the problem from recurring in the future by establishing preventive measures and controls. It also involves recognizing and celebrating the efforts of the problem-solving team for their contributions to resolving the issue. | – Develop and implement preventive measures, such as process controls and ongoing monitoring. – Establish a system for tracking and analyzing data to detect early signs of recurrence. – Recognize and appreciate the efforts of the cross-functional problem-solving team. – Celebrate the successful resolution of the problem. | – Ensures that the problem does not reoccur by implementing preventive controls. – Encourages a culture of continuous improvement and problem prevention. – Recognizes the contributions of team members, motivating them for future problem-solving efforts. | – Establishing quality control measures to prevent defects in manufacturing. – Monitoring software performance and conducting regular code reviews to avoid recurring bugs. – Recognizing the problem-solving team’s efforts and achievements. | D7 Example: An aerospace company implements strict quality control measures and ongoing monitoring to prevent defects in aircraft components. They also host a team appreciation event to celebrate the successful resolution of a critical safety issue. |
| 9. D8: Closure and Team Disbandment | D8 marks the closure of the 8D process. It involves formally closing the problem-solving effort, disbanding the cross-functional team, and documenting the results and lessons learned from the entire process. | – Formalize the closure of the 8D process, acknowledging the successful resolution of the problem. – Disband the problem-solving team and return team members to their respective roles. – Document the entire problem-solving process, including findings, actions taken, and outcomes. – Identify and document lessons learned for future reference and improvement. | – Officially concludes the problem-solving effort, ensuring that the issue has been successfully resolved. – Captures knowledge and insights gained during the process for future reference. – Allows team members to return to their regular roles or move on to new challenges. | – Concluding the resolution of product defects or quality issues. – Wrapping up the successful elimination of software bugs. – Documenting the results of customer complaint investigations. – Preparing a comprehensive report on the 8D process for organizational records. | D8 Example: A medical device manufacturer formally closes the 8D process after successfully resolving a critical product defect issue. They disband the problem-solving team, document the actions taken, and compile a comprehensive report detailing the problem’s resolution and lessons learned. |
Table of Contents
Understanding the eight disciplines model
The model can be used in any industry that experiences difficult, critical, or recurring problems. It is particularly useful in process-oriented businesses that are looking to scale or are suffering growing pains as a result of scaling.
Problems in the model are tackled by addressing eight key disciplines that help identify (and provide corrective actions for) the root cause of a problem.
In the next section, we’ll take a look at each in more detail.
Using the eight disciplines model in practice
Applying the model to a real-world problem involves working through the following steps sequentially.
Discipline 1 – Assemble a team
The first step is to assemble a team with varying degrees of experience from different departments within the organization. By considering a diverse range of opinions, there is more chance the problem will be solved. A team leader should also be appointed to ensure a collaborative process.
Discipline 2 – Describe the problem
Using data or whatever information necessary, describe and define the problem by way of a problem statement. To arrive at this point, ask questions according to the 5W and 2H method:
- What is happening? In other words, what is the problem?
- Who is being affected by the problem?
- Where is it occurring?
- When – or how frequently – is the problem occurring?
- Why is the problem occurring?
- How does it take place?
- How much is the problem costing the business ? Quantify in monetary terms where appropriate.
Discipline 3 – Formulate a containment plan
Containment involves isolating the problem from regular operations until permanent preventative action can occur. This step is especially important when customer or employee safety is at risk.
Many businesses stop here and confuse containment with a solution. However, addressing the symptoms of a problem are likely to lead to problem recurrence.
Discipline 4 – Identify the root cause
With the problem in containment, more resources can be devoted to root cause identification. There is a raft of methods available to achieve this, including the 5 Whys , Fishbone diagrams , and Pareto charts .

Regardless of the method chosen, root causes should wherever possible be backed up by hard quantitative data.
Discipline 5 – Analyse and verify corrective actions
With the data from the previous step, perform small-scale tests to verify whether the solution works in a real-world scenario. If the tests fail, go back to step four.
Discipline 6 – Implement corrective action
Once solutions from small-scale tests have been proven, they can then be implemented on a larger scale. When doing so, corrective actions must be monitored closely to determine their long-term viability.
Discipline 7 – Prevent recurrence
If a solution proves to be a long-term fix, then all systems and associated policies and procedures must be updated to reflect the change.
It’s also helpful to brainstorm how this solution might be applied to other problems – whether they be pre-existing problems or potential future problems.
Discipline 8 – Evaluate the process
Lastly, it’s important to thank each member of the team for their contribution. If a business is so inclined, it may choose to reward staff with a financial bonus or by mention in company announcements. This builds culture which results in engaged employees working collaboratively to identify and address critical problems.
Drawbacks of the 8D Model
Complexity and time consumption.
The 8D process is thorough and structured, which can make it complex and time-consuming to implement, particularly for smaller or less complex issues.
Overdependence on Team Dynamics
The model relies heavily on effective team collaboration and communication. Any breakdown in team dynamics can significantly hinder the problem-solving process.
Expertise Required
Implementing the 8D Model requires a certain level of expertise in problem-solving methodologies, making it less accessible to teams without this training.
Potential for Over-Analysis
There is a risk of over-analysis or “paralysis by analysis ,” where teams spend too much time on problem analysis and not enough on implementing solutions.
Limited Flexibility
The structured nature of the 8D Model may limit flexibility, making it less suitable for problems that require rapid, adaptive responses.
When to Use the 8D Model
In quality management.
The 8D Model is particularly useful in quality management for systematically addressing and eliminating quality issues.
For Complex Problem Solving
It is ideal for complex problems where a detailed analysis is necessary to identify and address the root causes.
In Manufacturing and Engineering
In manufacturing and engineering sectors, the 8D Model is beneficial for improving products and processes by addressing recurring issues.
When Long-Term Solutions are Required
The model is best suited for situations where long-term, sustainable solutions are needed, rather than quick fixes.
What to Expect from Implementing the 8D Model
Systematic problem resolution.
The 8D Model provides a systematic approach to problem-solving, ensuring thorough analysis and resolution.
Improved Product and Process Quality
Its use can lead to significant improvements in product and process quality by addressing issues at their root.
Enhanced Team Collaboration
The model fosters collaboration and effective communication within teams.
Development of Structured Problem-Solving Skills
Teams develop structured problem-solving skills that can be applied to various situations.
Long-Term Benefits
While time-consuming, the 8D Model offers long-term benefits by preventing the recurrence of problems, leading to more sustainable operations.
Key takeaways
- The eight disciplines model is a team-oriented problem-solving methodology for addressing recurring, critical, or difficult problems.
- The eight disciplines model was originally used by the U.S. Military during the Second World War. It was later adopted for use in business by Ford and today, can be used in virtually any industry.
- The eight disciplines model must be performed in sequential order so that problems can be temporarily isolated while a permanent solution is devised.
Key Highlights
- Definition : The Eight Disciplines (8D) Model is a problem-solving framework initially used by the U.S. Military in World War II and later popularized by Ford Motor Company in 1987. It is employed to identify, correct, and eliminate problems in various industries.
- Addresses recurring, critical, or complex problems.
- Useful in process-oriented businesses undergoing scaling or growth .
- Consists of eight sequential disciplines to identify and resolve root causes.
- Assemble a Team : Create a diverse team with varied experience across departments and appoint a team leader.
- Describe the Problem : Define the problem using the 5W and 2H method (What, Who, Where, When, Why, How, How much).
- Formulate a Containment Plan : Isolate the problem from regular operations to prevent further impact.
- Identify the Root Cause : Use methods like 5 Whys, Fishbone diagrams, or Pareto charts to pinpoint root causes.
- Analyze and Verify Corrective Actions : Test potential solutions through small-scale trials.
- Implement Corrective Action : Apply proven solutions on a larger scale while closely monitoring progress.
- Prevent Recurrence : Update systems, policies, and procedures to reflect the change and brainstorm its broader applicability.
- Evaluate the Process : Acknowledge team members’ contributions, possibly with rewards, fostering a collaborative culture.
- The 8D Model is a problem-solving methodology to address complex issues.
- Initially used by the U.S. Military and later adopted by Ford.
- Follows a sequential approach for isolating, identifying root causes, testing solutions, and preventing recurrence.
| Related Frameworks | Definition | Focus | Application |
|---|---|---|---|
| Eight Disciplines (8D) Model | A problem-solving methodology used to identify, correct, and prevent recurring problems or non-conformances in processes or products. The 8D process involves eight sequential steps, including defining the problem, forming a team, root cause analysis, implementing corrective actions, and preventing recurrence. | Focuses on systematically addressing and resolving problems by following a structured approach, emphasizing teamwork, data-driven analysis, and preventive measures to ensure long-term solutions and continuous improvement. | Quality Management, Problem-solving, Continuous Improvement |
| Six Sigma | A data-driven methodology for process improvement, focusing on minimizing variability and defects to achieve near-perfect quality in products or services. It follows a structured approach of Define, Measure, Analyze, Improve, and Control (DMAIC) to identify and eliminate process defects and inefficiencies. | Focuses on reducing process variation and defects to improve quality and performance, employing statistical methods and rigorous problem-solving techniques. | Process Improvement, Quality Management, Operational Excellence |
| Lean Management | A management philosophy and set of principles aimed at maximizing customer value while minimizing waste and inefficiencies in processes. It emphasizes continuous improvement, respect for people, and the elimination of non-value-added activities through the application of Lean tools and techniques. | Focuses on streamlining processes, eliminating waste, and optimizing flow to enhance efficiency and customer value, with a strong emphasis on employee involvement and continuous improvement. | Process Optimization, Waste Reduction, Operational Excellence |
| PDCA Cycle (Plan-Do-Check-Act) | A four-step iterative problem-solving method used for continuous improvement of processes and products. PDCA involves planning (identifying problems and proposing solutions), doing (implementing solutions), checking (evaluating results), and acting (standardizing successful processes or making further improvements). | Focuses on iterative problem-solving and continuous improvement by systematically testing, implementing, and refining solutions to achieve desired outcomes and maintain quality standards. | Continuous Improvement, Quality Management, Problem-solving |
| Root Cause Analysis (RCA) | A systematic approach to identifying the underlying causes of problems or failures in processes or products. RCA involves analyzing events or issues to determine their root causes and implementing corrective actions to prevent recurrence. | Focuses on identifying the fundamental reasons behind problems or incidents to develop effective solutions and prevent future occurrences, often using techniques like the “5 Whys” or fishbone diagrams. | Problem-solving, Quality Management, Incident Investigation |
| Failure Mode and Effects Analysis (FMEA) | A structured approach to identifying and mitigating potential failure modes or risks in processes, products, or systems. FMEA involves systematically analyzing potential failure modes, their causes and effects, and prioritizing preventive actions to minimize risks and improve reliability. | Focuses on proactively identifying and addressing potential failure modes or risks in processes or products to prevent defects, enhance quality, and increase reliability, often conducted during design or process development stages. | Risk Management, Quality Assurance, Product Development |
| Total Quality Management (TQM) | A management approach focused on continuous quality improvement across all aspects of an organization. TQM emphasizes customer satisfaction, employee involvement, process improvement, and the use of data-driven decision-making to achieve excellence in product or service quality. | Focuses on embedding quality principles and practices throughout the organization, fostering a culture of continuous improvement and customer focus, and striving for excellence in all aspects of operations. | Quality Management, Continuous Improvement, Customer Satisfaction |
| DMAIC Methodology | A problem-solving methodology used in Six Sigma projects, consisting of five phases: Define, Measure, Analyze, Improve, and Control. DMAIC provides a structured approach to identify, analyze, and improve processes by reducing variation and defects. | Focuses on defining project goals, measuring process performance, analyzing root causes, implementing improvements, and controlling outcomes to achieve measurable and sustainable results in process improvement initiatives. | Six Sigma, Process Improvement, Quality Management |
Connected Decision-Making Frameworks
Cynefin Framework

SWOT Analysis

Personal SWOT Analysis

Pareto Analysis

Failure Mode And Effects Analysis

Blindspot Analysis

Comparable Company Analysis

Cost-Benefit Analysis

Agile Business Analysis

SOAR Analysis

STEEPLE Analysis

Pestel Analysis

DESTEP Analysis

Paired Comparison Analysis

Related Strategy Concepts: Go-To-Market Strategy , Marketing Strategy , Business Models , Tech Business Models , Jobs-To-Be Done , Design Thinking , Lean Startup Canvas , Value Chain , Value Proposition Canvas , Balanced Scorecard , Business Model Canvas , SWOT Analysis , Growth Hacking , Bundling , Unbundling , Bootstrapping , Venture Capital , Porter’s Five Forces , Porter’s Generic Strategies , Porter’s Five Forces , PESTEL Analysis , SWOT , Porter’s Diamond Model , Ansoff , Technology Adoption Curve , TOWS , SOAR , Balanced
Read Next: Mental Models , Biases , Bounded Rationality , Mandela Effect , Dunning-Kruger Effect , Lindy Effect , Crowding Out Effect , Bandwagon Effect , Decision-Making Matrix .
- Business Models
- Business Strategy
- Marketing Strategy
- Business Model Innovation
- Platform Business Models
- Network Effects In A Nutshell
- Digital Business Models
More Resources

About The Author

Gennaro Cuofano
Discover more from fourweekmba.
Subscribe now to keep reading and get access to the full archive.
Type your email…
Continue reading
The 8-D (Eight Disciplines) Problem Solving Methodology
Rendered from a powerpoint file on 1/28/05.
| . | . |
The 8-D Methodology Files Included In This Package The Red Road Graphics ->Files with the extension .swf are Macromedia Flash files (http://macromedia.com). They are Courtesy of The Red Road (http://www.sci.fi/~leo/). I have included them as I am a graphics ‘nut’ and I really believe they help a lot of text challenged people, myself included, understand several basic concepts. ->I develop on a Macintosh using Office 98. Work is checked for compatibility on a Compaq PC running Windows 98 and Office 2000. The free download version of Quicktime (http://www.apple.com/quicktime/) plays .swf files on both my Compaq peecee and on my Macintosh. The latest version of Quicktime is a ‘beta’ release of version 5 in which Flash is incorporated. ->Both computers have Shockwave and the Flash player installed, as well as the latest Quicktime. All are free downloads. There is a Quicktime Pro edition for sale, but yo only need the free downloadable version. ->On the Macintosh platform, the files ‘play’ in Powerpoint like movies when in the SlideShow mode. On the PeeCee platform they do not. The Macintosh version of Powerpoint handles .swf files as ‘movies’ while the PeeCee does not appear to. About .swf Files - 1 ->If yo have the Shockwave Flash plug-in for Internet Explorer installed, yo can see these files online at: https://elsmar.com/pdf_files/. All the .swf files are there (look by name). Using Explorer on both my PeeCee and my Mac, clicking on the file in my browser opens and allows yo to ‘play’ the file. I don’t have Netscape for the PeeCee so I can’t check that, but on my Mac I cannot get the Netscape browser to play the file even though the plug-in is installed - so I doubt it will play with Netscape on the PeeCee. ? NOTE: Microsoft’s Photo Editor does not ‘play well’ with animated gif files. It is not animated gif ‘aware’. Yo can see the first frame, but that’s it. About .swf Files - 2 ->To Play Animations From Within Powerpoint on a PeeCee ? Except for the Histogram animation, I have included a .gif file as a counterpart to each .swf file. Any program which will play animated gif files will play these files. Yo can make the animations play in SlideShow mode in Powerpoint by first setting up the file links. Go to each presentation slide which contains an animation and delete the animation. Then, go to the Insert / Picture / From File… men cascade. Releasing the mouse on the From File… men line item will bring up a file browser. Browse to and click on the appropriate .gif file for that slide. The animation will now play (continuous looping) in the SlideShow Mode. ß The controls on the files only work if yo are viewing the Flash files!!! The controls on the gif files do NOT work!!! ->The location of .mov (Quicktime movie) and .ani (Windows animation/movie) versions of these .swf files: https://elsmar.com/pdf_files/Red_Road_Graphics/ Don’t Let This Happen To YO->! Origins: Mil-Std 1520 ->The origins of the 8-D system actually goes back many years. ->The US Government first ‘standardized’ the system in Mil-Std-1520 “Corrective Action and Disposition System for Nonconforming Material” ->Mil-Std-1520 - First released: 1974 ->Last Revision was C of 1986 ->Canceled in 1995 The Target & Goal The 8-D System Typical Investigation Time Line A Nonconformance Database Analysis vs. Action The ‘disciplines’ which make up the 8-D process are divided into Analysis and Action steps. Analysis Steps Δ D2 Problem Description Analysis - A method to organize information about the Symptom into a Problem Description through the use of repeated WHYs. Δ D4 Root Cause Analysis - A process to arrive at Root cause paths. Action Steps Δ D3 Containment - An interim Verified action that will prevent the Symptom from reaching the customer. Δ D5 Choose Corrective Action - The best corrective action which, when implemented in D6, permanently eliminates the Root Cause of the problem. Δ D6 Implement Corrective Action - The best corrective action from D5 that is introduced into the process and Validated over time. Δ D7 System Preventive Action - Actions which address the system that allowed the problem to occur. Process Tools ->Problem Solving A systematic process which describes, analyzes and identifies Root Causes of a problem. It is used to solve ‘past’ actions that are now causing unwanted effects. Generally it takes more time, energy and resources to correct a problem than to prevent it. This tool is used in D2 and D4 for describing a problem and finding its Root Cause. ->Decision Making A process used to select the best of various options. It addresses ‘present’ situations where the correct decision needs to be made the first time in order to implement appropriate actions. The tool is used at steps D3 and D5 for determining which interim and permanent corrective actions to implement. ->Planning and Problem Prevention A process which ‘looks into the future’ to anticipate what might go wrong with a plan. The process requires team members to develop plans to prevent problems from happening or causing serious damage if they do happen. Generally, Planning and Problem Prevention provides the most cost effective way of avoiding problems. This tool is used in D6 and D7 for implementing permanent corrective actions and preventing recurrence. ->Concerns Analysis A process which breaks down complex issues into manageable concerns, prioritizes them and assigns the proper process tools. Like Decision Making, it deals with ‘present’ situations and helps to step back from a long list of ‘To Do’ activities and assess the situation from a broader perspective. Most often used at D0 and D1 by management to help assemble a team, define its goals and objectives. Recommended Statistical Courses Statistical Tools 1. Cause and Effects Diagram 2. Operational Definitions Lay Engineering Specs 3. Data Collection/Log/Check Sheet 4. Pareto Diagram 5. Histogram Dot Plot Stem and Leaf Plot Box and Whisker Plot 6. Control Chart X-bar R Chart X-bar and s Chart Median and R Chart p Chart c Chart Chart np Chart Run Chart (chart of individuals) Statistical Tools 2 Plant Trend Charts Warranty Charts Engineering Specification Testing Fleet Testing Test Track Burn-In Results Universe, Populations & Samples Interpreting Statistics Histogram Animation Normal Distribution (Bell Curve) This is a pattern which repeats itself endlessly not only with pieces of pie but in manufactured products and in nature. There is always an inherent Variability. Sometimes it’s a matter of finding a measurement device sensitive enough to measure it. Measurements may be in volts, millimeters, amperes, hours, minutes, inches or one of many other units of measure. It yo take a sample of a population (such as height) and yo chart their distribution, yo will end up with a curve that looks like a bell. A Distribution which looks like a bell is a Normal Distribution. Normal Distributions are the most common type of distribution found in nature - but they are not the ONLY type of distribution. Standard Deviation - A Measure of Dispersion Basic Terms Standard Deviation Mean s = 0.070 Cp Animation Cpk Animation D0 Problem Identified Houston! We’ve Got A Problem! Where Was The Problem Identified?Typical Top Level Operations Flowchart Process Flow Animation Early Process Flow Diagram Where Was The Problem Discovered? Where Did The Problem Escape? White Space Issues Asking Why. How Far? Where Do I Look? Design Block Diagram Example Cause and Effects Animation Failure Modes In Measurement Systems ->Linearity ->Accuracy ->Repeatability ->Reproducibility ->Correlation for duplicate gages ->Gages may be needed prior to gage sign-off at subcontractor plant or any in-house pilot runs Process Variation ->Distinguishing between the types of causes is critical because the appropriate managerial actions are quite different for each. Without this distinction, management will never be able to tell real improvement from mere adjustment of the process or tampering. ->In practice, the most important difference to grasp first is the difference between special cause variation and common cause variation. ->The strategy for special causes is simple: Get timely data. Investigate immediately when the data signals a special cause is/was present. Find out what was different or special about that point. Seek to prevent bad causes from recurring. Seek to keep good causes happening. ->The strategy for improving a common cause system is more subtle. In a common cause situation, all the data are relevant, not just the most recent or offending figure. If yo have data each month for the past two years, yo will need to look at all of that data. Distributions From Variation Sometimes yo can look at two slices of pie and tell which is bigger. Sometimes yo cannot. Home Experiment: Slice a pie up into what yo think are equal sized pieces and line them up according to size. Many look the same. If we want to arrange the pieces according to size, we need another way to tell how big each piece is. A weight scale will do quite well. Now - lets look at what we would find if we weighed each piece. There are big and little pieces, but yo can see that the number of pieces in each step of the graph (weight group) varies from the largest piece to the smallest piece in a fairly regular and symmetrical pattern. This is the Distribution of the weights. The curve is what we would expect if the Distribution was a ‘Normal’ distribution. Imagine doing this with 100 pies! Process Variation ->All variation is caused. There are specific reasons why your weight fluctuates every day, why sales go up, and why Maria performs better than Robert. Management must recognize that variations in production or quality within manufacturing or service processes can be viewed as "special cause" variations, which are best removed by team members operating the process and "common cause" variations, which require management action to change some inherent feature of the process. There are four main types of causes. ->Common causes are the myriad of ever-present factors (e.g., process inputs or conditions) that contribute in varying degrees to relatively small, apparently random shifts in outcomes day after day, week after week, month after month. The collective effect of all common causes is often referred to as system variation because it defines the amount of variation inherent in the system. ->Special causes are factors that sporadically induce variation over and above that inherent in the system. Frequently, special cause variation appears as an extreme point or some specific, identifiable pattern in data. Special causes are often referred to as assignable causes because the variation they produce can be tracked down and assigned to an identifiable source. (In contrast, it is usually difficult, if not impossible, to link common cause variation to any particular source.) Special Cause variation results from events which are occurring outside the process. For example, a relatively major change in temperature or humidity could cause significant variation (points outside control limits) in the process. Causes of Variation Special (Assignable) Causes of Variation Special causes are problems that arise in a periodic fashion. They are somewhat unpredictable and can be dealt with at the machine or operator level. Examples of special causes are operator error, broken tools, and machine setting drift. This type of variation is not critical and only represents a small fraction of the variation found in a process. Facts About Causes of Variation Special Causes of Variation + Accounts for 5-15% of quality problems. + Is due to a factor that has "slipped" into the process causing unstable or unpredictable variation. + Are unpredictable variations that are abnormal to the process including human error, equipment failure, defective/changed raw materials, acid spills, power failures, etc.; failure to remove them can result is corrosion, scale, metal fatigue, lower equipment efficiency, increased maintenance costs, unsafe working conditions, wasted chemicals, increased down-time (plant shut-down...), etc. + Removal of all special causes of variation yields a process that is in statistical control. + Correctable by local personnel. Tampering - Process Variation ->Tampering is additional variation caused by unnecessary adjustments made in an attempt to compensate for common cause variation. ->Tampering with a process occurs when we respond to variation In the process (such as by “adjusting” the process) when the process has not shifted. In other words, it is when we treat variation due to common causes as variation due to special causes. This is also called “responding to a false alarm,” since a false alarm is when we think that the process has shifted when it really hasn’t. ->In practice, tampering generally occurs when we attempt to control the process to limits that are within the natural control limits defined by common cause variation. We try to control the process to specifications, or goals. These limits are defined externally to the process, rather than being based on the statistics of the process. Structural Variation ->Structural Variation is regular, systematic changes in output. Typical examples include seasonal patterns and long-term trends. Problem vs. Symptom ->At this point it is important to distinguish between a problem and a symptom. A symptom, for example, could be a split in a seam. ->Generally, there are a series of problems associated with a process that causes a symptom (in this case the seam split). A symptom often illustrates a ‘gap’ between the desired quality (of the seam) and its actual quality. The seam split because of a problem in the process or in the design. ->Every company has its own internal system for appraising symptoms and problems. Sometimes a symptom occurs where 1 person can evaluate the problem and address it. Other times the symptom is significant and requires a team to investigate and remove the cause. When An 8-D Is Necessary ->Using ‘Good Judgment’ is the first step in deciding when to start an 8-D. ->Often, however, an 8-D is a customer requirement in response to a problem: Feedback from the customer that there is a concern with the product. Sometimes the concern shows up as a Symptom that has been detected by the customer. ->Ideally, a measurable will indicate when an 8-D should be started. When an undesirable trend in a process develops, corrective action can be taken to reduce the cause of the variation before a symptom occurs in the process and escapes to the customer. ->If the undesirable trend triggers questions, a decision must be made whether the symptom can be fixed by an individual or whether the symptom requires further analysis. Further analysis typically indicates it’s time to assemble an 8-D problem solving team. When An 8-D Is Necessary ->At this point, each of yo->(in your thoughts) is wanting the instructor to provide a black & white explanation of when a formal 8-D is required. Unfortunately, the answer is that the only time an 8-D is ‘required’ is when a customer requires it. ->Each company provides an internal threshold. It is typically somewhat subjective. There is no ‘absolute’ in so far as when or how far. Many companies use a Review Board. But - each has it’s own path. When An 8-D Is Necessary Verification vs. Validation Verification and Validation are often not well understood. Verification and Validation work together as a sort of ‘before’ (Verification) and ‘after’ (Validation) proof. --> Verification provides ‘insurance’ at a point in time that the action will do what it is intended to do without causing another problem. Predictive. --> Validation provides measurable ‘evidence’ over time that the action worked properly. Investigative Questions Investigative Questions D1 Use Team Approach The 8-D System Team Approach ->When a problem cannot be solved quickly by an individual, it is necessary to form a Team. The team will engage in the investigation and resolution of the problem. Many factors are critical to establish a group and to ensure that the group can work effectively together. Using a team approach is not just a step in the problem solving process, but an overriding framework for decision making. ->It is necessary to reevaluate team membership continually. ->Model for Effective Teamwork: Structure Goals Roles Procedures Interpersonal Relationships Establishing A Team (Flow) The Team - Basics ->What is a Team? Two or more individuals who coordinate activities to accomplish a common task or goal. ->Maintaining Focus A separate team for each product or project. ->Brainstorm Brainstorming (the Team) is necessary as the intent is to discover many possible possibilities. Brainstorming What is Brainstorming? ->Brainstorming is a method for developing creative solutions to problems. It works by focusing on a problem, and then deliberately coming up with as many deliberately unusual solutions as possible and by pushing the ideas as far as possible. ->One approach to brainstorming is to 'seed' the session with a word pulled randomly from a dictionary. This word as a starting point in the process of generating ideas. ->During the brainstorming session there is no criticism of ideas - the idea is to open up as many possibilities as possible, and break down preconceptions about the limits of the problem. ->Once this has been done the results of the brainstorming session can be analyzed and the best solutions can be explored either using further brainstorming or more conventional solutions. How To Brainstorm The following rules are important to brainstorming successfully: ->A leader should take control of the session, initially defining the problem to be solved with any criteria that must be met, and then keeping the session on course. He or she should encourage an enthusiastic, uncritical attitude among brainstormers and encourage participation by all members of the team. The session should be announced as lasting a fixed length of time, and the leader should ensure that no train of thought is followed for too long. The leader should try to keep the brainstorming on subject, and should try to steer it towards the development of some practical solutions. ->Participants in the brainstorming process should come from as wide a range of disciplines with as broad a range of experience as possible. This brings many more creative ideas to the session. ->Brainstormers should be encouraged to have fun brainstorming, coming up with as many ideas as possible, from solidly practical ones to wildly impractical ones in an environment where creativity is welcomed. ->Ideas must not be criticised or evaluated during the brainstorming session. Criticism introduces an element of risk for a group member in putting forward an idea. This stifles creativity and cripples the free running nature of a good brainstorming session. ->Brainstormers should not only come up with new ideas in a brainstorming session, but should also 'spark off' from associations with other people's ideas and develop other peoples ideas. ->A record should be kept of the session either as notes or a tape recording. This should be studied subsequently for evaluation. It can also be helpful to jot down ideas on a board which can be seen by all brainstormers. Individual vs. Group Brainstorming Brainstorming can either be carried out by individuals or groups: ->Individual brainstorming tends to produce a wider range of ideas than group brainstorming, but tends not to develop the ideas as effectively, perhaps as individuals on their own run up against problems they cannot solve. Individuals are free to explore ideas in their own time without any fear of criticism, and without being dominated by other group members. ->Group brainstorming develops ideas more deeply and effectively, as when difficulties in the development of an idea by one person are reached, another person's creativity and experience can be used to break them down. Group brainstorming tends to produce fewer ideas (as time is spent developing ideas in depth) and can lead to the suppression of creative but quiet people by loud and uncreative ones. ->Individual and group brainstorming can be mixed, perhaps by defining a problem, and then letting team members initially come up with a wide range of possibly shallow solutions. These solutions could then be enhanced and developed by group brainstorming. Define Scope Of Team ->Select team members and functions ->Define roles and responsibilities ->Identify external customer needs, expectations and requirements ->Identify internal customer needs, expectations and requirements ->Complete preliminary studies ->Identify costs, timing and constraints ->Identify documentation process and method ->Develop investigation plan Natural Work Group vs. Team Team Structure ->Size Four to 10 members. Larger teams become less effective and have minimal commitment to the problem solving effort. Larger teams should assess whether a steering committee and/or subgroups should be established. ->Support Needed ‘ Appropriate’ levels of the organization must be represented. ->Environment Meeting locations are critical to good teamwork. A site should be quiet and not disruptive to team members. A site near the work area permits easy data collection and customer interaction is beneficial. Team Organization Cross-functional Δ Design Engineering (Typically the leader) Δ Quality Assurance Δ Purchasing Δ Manufacturing Engineering Δ Material Control Δ Sales/Marketing Δ Etc. ->Participation appropriate for phase being conducted ->Resources - Team defines ‘Needs’ ->*Should* involve customer or subcontractor participation (not always feasible) Decision Making Criteria / Model ->One person makes the decision ->One person consults the group, then makes the final decision ->Team or group makes decision based upon majority rule or consensus Roles In A Team Several roles need to be established for the team. These roles are: Leader, Champion, Record Keeper (Recorder), Participants and (if needed) Facilitator. Inputs To Team ->Field service reports ->Problems and issues reported from Internal customers ->Internal evaluations using surrogate customers ->Road trips (e.g.: Struts) ->Management comments and/or direction ->Government requirements and/or regulations ->Contract review ->Input from higher system level or past QFD projects ->Media commentary and analysis ->Customer letters and suggestions ->Things gone Right/Wrong reports ->Dealer comments ->Fleet operator comments Team Goals For any group to come together as a team, it is critical that everyone be clear on the team’s goal(s). All team member must share that goal. If any team members have different goals or have individual goals different or separate from the stated goal, these should be communicated to the team to avoid road blocks to the success of the team. The goal needs to be clearly specified, quantifiable, and supported by all team members. The goal should be challenging, but still be attainable. By writing (documenting) the team’s goal, all individuals on the team and the advisor to the team will ‘stick to’ and understand the goal. Basic Team Rules ->Team must develop their own ground rules Δ Once developed, everyone must live by them Δ Ground Rules are an aid to “self-management” Δ Team can modify or enhance the rules as they continue to meet ->Determine if there should be a meeting ->Decide who should attend ->Provide advance notices ->Maintain meeting minutes or records ->Establish ground rules ->Provide and Follow an agenda ->Evaluate meetings ->Allow NO interruptions Team Meeting Responsibility ->Clarify ->Participate ->Listen ->Summarize ->Stay on track ->Manage time ->Test for consensus ->Evaluate meeting process Team-to-Team Communication ->Manage by using a Team Captain or Champion ->Understanding of ‘How We Work As A Team’ ->Should have a Focus Person & Distributed Minutes ->Customer teams ->Internal teams ->Supplier teams ->Sub-Teams ->Subcontractors should be encouraged to embrace ISO 9001 or APQP and QS 9000 Successful Teams ->Are management directed and focused ->Build their own identity ->Are accountable and use measurements ->Have corporate champions ->Fit into the organization ->Are cross-functional Team Check List D2 Describe The Problem The 8-D System Describe the Problem Describe the Problem ->Problem definition is the basis of problem solving. The definition is used during brainstorming sessions to identify potential causes. Potential causes are those most likely causes that appear on the surface to be the source of the problem. A potential cause may be the root cause but must be supported by evidence. ->Part of the problem solving process is to identify the root cause of the problem and understand why it existed in the first place. Only then can a permanent solution be chosen and implemented. to make certain the problem will never surface again. The root cause is the reason the problem exists. When it is corrected or removed from the system, the problem will disappear. It is important to improve our understanding of today's technology to make possible the planning required to achieve quality and productivity breakthroughs for tomorrow and into the future. Customer Complaints Many problems arise from customer complaints. An internal customer’s complaint could involve one department complaining that they cannot use the output of another department. An external customer complaint could involve a customer complaining to a dealer that a transmission ‘shifts funny’. Frequently the wrong problem is solved and the customer complaint is not addressed. It is very important that the customer complaint be clearly understood. The only method to ensure this is to have direct customer contact. For internal customers, it is advisable to have representatives from the complaining organization as part of the problem solving team. In many cases this approach is the only way a problem can truly be solved. External customer complaints typically require direct interviews to understand why the customer is not satisfied. It is not unusual for a customer complaint to be misrepresented by a company reporting system that classifies problems in prearranged standard categories. Operational Definition of the Problem It is important that the problem be described in terms that have the same meaning to everyone. This is best achieved through an operational definition. An operational definition consists of verifiable criteria that have the same meaning to the production workers, manager, customer, engineer, buyer, technician, team members, etc., and are used for past, present and future comparisons and analysis. Sometimes problems are mistakenly described in terms of symptoms: Δ Machine is down due to electrical problem. No backup machine or alternative available. Δ The scrap rate has increased from “X” date from 3% to 22%. Δ Customer warranty claims on “X” engine component is 12%. Δ Failure of durability tests of a transmission component at 50,000 miles will delay launch. Symptoms vs. Causes It is not uncommon for problems to be reported as symptoms. More examples are: noise, won’t work, no power, machine down, broken tool, head froze up, contaminated, rough surface, porosity, shortage of parts, rattles, quality problem, worn out, line stopped, not to specification, labour problem, management problem, too much variation, etc. The problem solving team must use a systematic approach to define the real problem in as much detail as possible. A definition of the problem can best be developed using approaches that organize the facts to get a comparative analysis. These approaches do this by asking what ‘is’ against what ‘is not’. Then they draw distinctions from this comparison, testing these against the problem definition and forming a statement or description of the problem which must be resolved. Problem Solving Systematic approaches to problem solving: Δ Business as a System (Business as a Process) Δ Analytical problem solving Δ Process flow Problem analysis methodologies: Δ 5W2H Δ Stratification Δ Comparative analysis Δ Similarity analysis Key questions --> 5W’s and 2H’s: Δ Who? What? Where? When? Why? How? How Many? In-Depth Analysis An in-depth analysis is required to clearly define a problem. There are many examples where the analysis for a complete problem definition results in the solution being identified. The analysis starts with preparation (or review of the existing) process flow diagram to define clearly the work process and alternative paths. Team preparation or review ensures that all individuals are familiar with the process. After the flow diagram is reviewed, there are three principle parts of the problem analysis we discussed earlier: Δ 5W2H Δ Stratification Δ Comparative/Similarity Analysis First, quantify the 5W2H elements. In various problem analysis situations the investigators or problem solving teams must continually test to determine where they are located in the circle of circumstances. If a decision is made, what are the alternatives? 5W - 2H Analysis It is sometimes difficult to define the problem and sort out real differences. The first, most important step, however, it to determine that the customer complaint is fully understood. 5W2H : Δ Who? Identity customers complaining Δ What? Identity the problem adequately and accurately Δ When? Timing - When did the problem start? Δ Where? Location - Where is it occurring? Δ Why? Identify known explanations Δ How? In what mode or situation did the problem occur? Δ How Many? Magnitude - Quantify the problem To reduce the risk of making wrong decisions, consideration and analysis of potential problems in advance will provide contingency actions to maintain control and protect the customer. 5W - 2H AnalysisΔ Who? - Identity individuals associated with the problem. Characterize customers who are complaining. Which operators are having difficulty? Δ What? - Describe the problem adequately. Does the severity of the problem vary? Are operational definitions clear (e.g. defects)? Is the measurement system repeatable and accurate? Δ When? - Identify the time the problem started and its prevalence in earlier time periods. Do all production shifts experience the same frequency of the problem? What time of year does the problem occur? Δ Where? - If a defect occurs on a part, where is the defect located? A location check sheet may help. What is the geographic distribution of customer complaints? Δ Why? - Any known explanation(s) contributing to the problem should be stated. Δ How? - In what mode or situation did the problem occur? What procedures were used? Δ How Many? - What is the extent of the problem? Is the process in statistical control? Stratification Analysis Stratification Analysis determines the extent of the problem for relevant factors. Δ Is the problem the same for all shifts? Δ Do all machines, spindles, fixtures have the same problem? Δ Do customers in various age groups or parts of the country have similar problems? The important stratification factors will vary with each problem, but most problems will have several factors. Check sheets can be used to collect data. Essentially this analysis seeks to develop a pareto diagram for the important factors. The hope is that the extent of the problem will not be the same across all factors. The differences can then lead to identifying root cause. When the 5W2H and Stratification Analysis are performed, it is important to consider a number of indicators. For example, a customer problem identified by warranty claims may also be reflected by various in-plant indicators. Sometimes, customer surveys may be able to define the problem more clearly. In some cases analysis of the problem can be expedited by correlating different problem indicators to identify the problem clearly. Describe the Problem ->It has been said that there are no new problems, only different manifestations of old problems. In problem definition, it is often useful to quantify the problem in similar situations. The criteria to match similar situations will vary with the type of problem. Identifying effective matches and evaluating the presence of the problem provides useful information to generate potential causes and possible problem solutions. If the similarity analysis identifies a comparable situation where the problem does not exist, the analysis can focus on the differences in where the problem is occurring and where it is not occurring. ->Once the 3 types of analysis have been completed, it is sometimes possible to divide the problem into separate problems. It is easier to address these smaller problems because fewer root causes are involved. In the ideal case, a single root cause would be responsible for each problem. If the problem is separated, different teams may be required to address each problem. ->All three elements of the problem definition are not used for every problem. However, collectively the different analyses provide a comprehensible description. Yo are developing a ‘specification’ of the problem. Describe the Problem Flow Root Cause Analysis Investigative / Tracking Charts Is / Is Not Questions Is / Is Not Example Timing Plan Depends upon ->Product complexity ->Customer expectations Team plan for ->Training ->Event ->Action Framework for tracking Basis for status reporting Prepare a timing chart using available project or similar software Describe the Problem Phases Phase I ->State the symptom, extent and consequence of the problem. ->Prepare / Review process flow diagram. ->Start an Action Plan to define the problem. Identify Who will do What by When. Phase II ->Identify Who, What, Where, When, Why, How and How Much. ->Qualify the extent of the problem to help identify relevant stratification factors. ->Evaluate similar situations where the problem might be expected to occur. ->Use all available indicators. Be creative about these. ->Subdivide the problem into natural problem groups. Describe the Problem Questions Questions What Type of Problem Is It? ->Field complaint ->Quality improvement ->Manufacturing improvement ->Component design ->Labour / Personnel ->Supplier / Vendor ->Cost improvement ->Solution implementation ->Cross functional ->Research ->Safety Describe the Problem - 5W-2H Who, What, When, Where, Why, How, How Many † What is the extent of the problem? † Has the problem been increasing, decreasing or remaining constant? † Is the process stable? † What indicators are available to quantify the problem? † Can yo determine the severity of the problem? Can yo determine the various ‘costs’ of the problem? Can yo express the cost in percentages, dollars, pieces, etc.? † Do we have the physical evidence on the problem in hand? † Have all sources of problem indicators been identified and are they being utilized? † Have failed parts been analyzed in detail? Customer Terms / Symptoms Δ Who is the customer? Δ Is there more than 1 customer? If so, which customer first identified the problem? Δ To whom was the problem reported in the customer’s organization? Δ What is the problem definition in customer terms? Δ What is the problem definition in YOUR terms? Δ Have we verified the problem with on-site visits with the customer? Understanding Your Processes and Systems Use a Process Flow Chart! Because: ->Yo want to understand your current process. ->Yo are looking for opportunities to improve. ->Yo want to illustrate a potential solution. ->Yo have improved a process and want to document the new process. Production Cause and Effects Diagram Service Cause and Effects Diagram Flow Charting Creating a Process Flow Chart 1. Identify the process or task yo want to analyze. Defining the scope of the process is important because it will keep the improvement effort from becoming unmanageable. 2. Ask the people most familiar with the process to help construct the chart. 3. Agree on the starting point and ending point. Defining the scope of the process to be charted is very important, otherwise the task can become unwieldy. 4. Agree on the level of detail yo will use. It’s better to start out with less detail, increasing the detail only as needed to accomplish your purpose. Creating a Process Flow Chart 5. Look for areas for improvement ->Is the process standardized, or are the people doing the work in different ways? ->Are steps repeated or out of sequence? ->Are there steps that do not ad value to the output? ->Are there steps where errors occur frequently? ->Are there rework loops? 6. Identify the sequence and the steps taken to carry out the process. 7. Construct the process flow chart either from left to right or from top to bottom, using the standard symbols and connecting the steps with arrows. 8. Analyze the results. ->Where are the rework loops? ->Are there process steps that don’t add value to the output? ->Where are the differences between the current and the desired situation? Early Process Flow Diagram GM Example Process Flow Chart Basic Flow Chart Example Control Plan Example (GM) FMEAs - Predicting Failure & Problems Describe The Problem Check List D3 Containment The 8-D System Implement and Verify Interim (Containment) Actions Contain Symptom Flow Containment Actions Objective Containment Actions The main objective of this part of the problem solving process is to isolate the effects of the problem by implementing containment actions. A problem may be poor quality, marginal product design, or a process or system that is unpredictable. A containment action may be stopping production of a known source of a problem, or not shipping any parts or assemblies until the source of the problem is identified. Once a problem has been described, immediate actions are to be taken to isolate the problem from the customer. In many cases the customer must be notified of the problem. These actions are typically ‘Band-aid’ fixes. Common containment actions include: † 100% sorting of components † Cars inspected before shipment † Parts purchased from a supplier rather than manufactured in-house † Tooling changed more frequently † Single source Containment Actions Unfortunately, most containment actions will add significant cost ($) to the product. However, it is important to protect the customer from the problem until permanent corrective actions can be verified and implemented. Most interim actions are ‘temporary short term’ actions taken until a permanent corrective action is defined, implemented and verified. The danger of many interim corrective actions is that they are considered to be a permanent solution to the problem. It must be remembered that they are typically ‘band-aids’. It is a mistake to view containment actions as a solution to the problem. Containment actions typically address the effect. They should be considered ‘immediate first-aid’ to be reviewed and removed as quickly as possible. Containment Actions Containment actions can and often should proceed in parallel with the root cause determination investigation. During the period in which containment actions are taking place, many useful things must be pursued as a first step in finding the root cause. These things include: † Establishing an investigative plan † Obtaining baseline data † Initiating an on-going control system † Developing a follow-up and communications system † Correcting products already produced † Start systematic investigations † Conduct special studies and statistical experiments † Understand the problem Review experiences and data with current trends † Forecast the future Typical 8-D Time Line Containment Actions ->A design test on data collection (i.e. check sheets, control charts, etc.) can be used to evaluate the effectiveness of the actions. The process can be monitored using control charts and histograms. An action plan should define who, what and when clearly to coordinate the interim fixes. ->Individuals should be encouraged to gain knowledge about the entire process. Ask - What would be the effect of: † Incorporating robust engineering designs † Establishing manufacturing feasibility † Determining how one operation or dimension affects another † Centering the process † Over adjusting and / or under adjusting a machine or process † Improving machine set-up † Changing tools † Improving maintenance, etc. ->Well engineered management systems, practices and procedures need to be coupled with effective training programs. Together these can provide the best protection to prevent recurrence of the problem by new technologies, new methods, new employees, job rotation or improvement of individual skills. Containment Actions Flow Verifying Containment Actions - Pilot Runs Run Pilot Tests ->Artificially simulate the solution to allow actual process or field variation. ->Field test the solution using pilot customer groups. ->Verify carefully that another problem is not generated by the solution. Monitor Results ->Quantify changes in key indicators. ->Stress the customer / user evaluation. Containment Actions Verification Questions ->Have all alternatives been evaluated? ->Are responsibilities clear and defined? ->Is the required support available? ->When will the actions be completed? ->Have yo ensured that implementation of the interim solution will not create other problems? ->Will all interim actions last until long-range actions can be implemented? ->Is the action plan coordinated with customers? ->Have tests been done to evaluate the effectiveness of the interim actions? ->Is data being collected to ensure actions remain effective? Contain Symptom Check List D4 Define Root Cause(s) The 8-D System Define and Verify Root Cause(s) ->Identify all potential causes which could explain why the problem occurred. ->Isolate and verify the root cause by testing each potential cause against the problem description and test data. Identify alternate corrective actions to eliminate root cause. Root Cause Of A Failure Two Root Causes Initial Data Evaluation Interpreting Control Charts Control Charts provide information as to whether a process is being influenced by Chance causes or Special causes. A process is said to be in Statistical Control when all Special causes of variation have been removed and only Common causes remain. This is evidenced on a Control Chart by the absence of points beyond the Control Limits and by the absence of Non-Random Patterns or Trends within the Control Limits. A process in Statistical Control indicates that production is representative of the best the process can achieve with the materials, tools and equipment provided. Further process improvement can only be made by reducing variation due to Common causes, which generally means management taking action to improve the system. When Special causes of variation are affecting a process and making it unstable and unreliable, the process is said to be Out Of Control. Special causes of variation can be identified and eliminated thus improving the capability of the process and quality of the product. Generally, Special causes can be eliminated by action from someone directly connected with the process. The following are some of the more common Out Of Control patterns: Interpreting Control Charts Control Chart Analysis Reaction Define and Verify Root Cause(s) ->An investigation into all identified potential causes is necessary for effective problem solving. A cause and effects diagram can be used to brainstorm all potential causes of the described problem. The team should decide on what C&E diagram(s) is to be used: 5M, Process Flow and/or stratification. The more detailed the C&E diagram, the higher the chances the root cause will be included on the C&E diagram. An effective C&E diagram will include input from all team members and will be discussed in detail. ->Any existing data should be reviewed for clues to potential causes. Further data collection may be required to investigate additional causes. ->If the problem has not previously been seen, a timeline analysis should provide significant data. The timeline will identify events occurring about the time the problem developed. If enough documentation is available, potential causes can be further identified. For example, if a new operator was put on a process or if a new supplier began supplying parts. Investigation into the events occurring at the same time the problem was discovered could lead to several important potential causes. ->“What Changed?” “When?” are important questions. Define and Verify Root Cause(s) ->A technique used extensively in analytical problem solving is a comparison analysis. This analysis looks at what ‘is’ and what ‘is not’ in the problem description. ->Potential causes can be discovered by conducting a survey. By surveying the customer who has witnessed the problem, more potential causes can be highlighted. ->Asking ‘Why’ repeatedly is effective in driving the process toward root cause and generating more complete understanding of the cause and effect. Define and Verify Root Cause(s) ->Once the problem has been described and the potential causes identified, the team should be evaluated. Are the right members on the team to investigate the potential causes? Are technical advisors required to assist in any special studies? Do new team members need to be added? Is the authority to pursue the analysis of the potential causes well defined? All these questions must be answered to ensure the team will be successful in investigating the potential causes and determining the root cause. ->The cause and effect diagram is used to identify the potential causes to be investigated. What is the probability that a potential cause could be responsible for the problem? Identify all potential causes that could have been present and may have caused the problem. ->Once all potential causes have been agreed upon, choose several potential causes to investigate. If only one potential cause is investigated, a lot of time may be lost if that potential cause proves not to be the culprit. To expedite a solution, investigate several potential causes at the same time (Parallel actions on several potential causes). Define and Verify Root Cause(s) ->If the problem is a manufacturing process, begin to establish a stable process. Once the process is stable, definition of the potential cause will be clarified. ->If design causes are identified, screening experiments may help identify the key variables which are affected by subsequent processes. Design changes may be appropriate. ->Four or five potential causes should be identified to investigate. Identifying several potential causes forces the team to address multiple possibilities rather than searching endlessly for a single cause. An implicit part of problem analysis is investigating potential causes in parallel rather that in series. Hypothesis Generation Six Steps Of Investigation † State how the potential cause could have resulted in the described problem. † Establish what type of data can most easily prove or disprove the potential cause. Develop a plan on how the study will be conducted. Identify the actions on an action plan. † Prepare the required materials to conduct the study. Training may also be required. † Collect the required data. † Analyze the data. Use simple statistical tools emphasizing graphical illustrations of the data. † State conclusions. Outline conclusions from the study. Does the data establish the potential cause as being the reason for the problem? Define and Verify Root Cause(s) † After the cause and effect diagram has been completed, data needs to be collected to determine which potential causes are important. Pareto diagrams and check sheets are very effective in establishing the importance of the potential causes. † Many folks are under the mistaken belief that data oriented problem solving can be accomplished by collecting data on a problem, analyzing the results and deciding the correct solution. Once data is collected and analyzed, new questions often arise so another data collection and analysis iteration is necessary. In addition, many problems can have more than 1 root cause. Data collected investigating one potential cause may not address other important potential causes. Thus, several potential causes need to be studied using the data collection and analysis process. Define and Verify Root Cause(s) † Once the data has been collected and analyzed, new potential causes often surface. These potential causes should be pursued as soon as possible since they are suggested by the data. † The data collection for this step in the problem solving process can be as simple as check sheets or as sophisticated as design of experiments. The data analysis can rely heavily on simple graphical techniques such as histograms, pareto charts, control charts, stem-and-leaf and dot plots. By using graphical tools, quick comprehension by all participants as well as accurately communicated information will result. Comparison plots and stratified graphs are helpful in assessing stratification factors. To evaluate the relationship between characteristics, a scatter plot would be an effective tool. Identify Alternate Solutions † Generate a Cause & Effects diagram. † Survey the customer. † Identify similar problem(s) previously solved. † Avoid implementing the interim actions for permanent actions /solutions. † Consider new and current technology for the solution. † Incorporate the solution into future products. Define and Verify Root Cause(s) † After the root causes of a problem are identified, investigate methods to fix the problem. Evaluate several approaches to solve the problem. A thorough analysis of different approaches to eliminate a root cause is a critical part of the problem solving process. † The first approach to generate alternate solutions is to develop a cause and effect diagram. The team should brainstorm solutions. One alternative is to redesign the part or the manufacturing process. This approach should eliminate an opportunity for a problem to recur. † Communicate closely with the customer. How the root cause is eliminated might impact the customer in some unforeseen way. Customers should have a chance to input their needs into the problem solution. Define and Verify Root Cause(s) † If similar problems have been previously identified and solved, assess those solutions. As part of every investigation, identify similarly engineered parts or plant processes that may have experienced this problem. Again, these could be a source of alternative solutions. † Avoid ‘band-aid’ fixes - this will help prevent future recurrence of the problem. Sometimes due to cost and/or product life a compromise is to implement interim actions permanently. However, this is considered the least acceptable solution. † As part of investigating problem solutions, the team should look at new and current technology around an engineered part and/or the manufacturing process. New alternatives could come from advances in these areas. In some cases a thorough understanding of the current design and/or manufacturing processes produce efficient solutions. The team should remember that the solution needs to be incorporated in future products. Define and Verify Root Cause(s) Identify Potential Causes - Cause & Effects Diagram ->Define the ‘effects’ for cause and effect diagram(s). ->Prepare a 5M, Process or Stratification cause & effects diagram for each effect (yo may want to use a combination). ->Team members should each assume their activity causes the problem and ask themselves “How could what I do possibly generate the problem?” ->Prepare a time line analysis if the problem was not always present. Identify what changed when. ->Perform a comparison analysis to determine if the same or a similar problem existed in related products or processes. Identify past solutions and root causes which may be appropriate for the current problem. ->Identify the top few potential causes. Develop a plan for investigating each cause and update the action plan. ->Evaluate a potential cause against the problem description. Does a mechanism exist so that the potential cause could result in the problem? Analyze Potential Causes - Validate Root Cause Analyze Potential Causes ->Use the iterative process to analyze each potential cause. Δ Hypothesis generation: How does the potential cause result in the problem? Δ Design: What type of data can most easily prove/disprove the hypothesis? Δ Preparation: Obtain materials and prepare a check list. Δ Data Collection: Collect the data. Δ Analysis: Use simple, graphical methods to display data. Δ Interpretation: Is the hypothesis true? ->Investigate several potential causes independently. ->Use an action plan to manage the analysis process for each potential cause being studied. Validate Root Causes ->Clearly state root cause(s) and identify data which suggests a conclusion. ->Verify root cause factors are present in the product and/or process. ->Conduct with / without study to verify root cause. Can yo generate the problem? Potential Causes - Some Questions ->Have you identified all sources of variation on the flow diagram? ->Have all sources of information been used to define the cause of the problem? ->Do yo have the physical evidence of the problem? ->Can yo establish a relationship between the problem and the process? ->Do yo continually challenge the potential root causes with the question ‘why’ followed with ‘because’ to construct alternatives? ->What are the is / is not distinctions? ->Is this a unique situation or is the likely problem similar to a past experience? ->Has a comparison analysis been completed to determine if the same or similar problem existed in related products? ->What are the experiences of recent actions that may be related to this problem? ->Why might this have occurred? ->Why haven’t we experienced this problem before? Analyze What Has Changed ->Manufacturing Δ New supplier(s)? Δ New tool(s)? Δ New operator(s)? Δ Process change(s)? Δ Measurement system? Δ Raw material(s)? Δ Vendor supplied part(s)? Δ Do other plants have a similar problem? ->Engineering Δ Any pattern to the problem? Δ Geographically? Δ Time of year? Δ Build date(s)? Δ Did the problem exist at program sign-off? Δ Was it conditionally signed off? Δ Did the problem exist during pre-production prototypes, functionals? Data and Root Causes ->What data is available to indicate changes in the process? ->Does data exist to document the customer’s problem? ->If the potential cause is the root cause, how does it explain all we know about the problem? ->What is the likelihood that each potential cause could explain the described problem? ->What is the concern that the potential cause is actually occurring? ->What actions have been taken to the potential causes to assure their presence? Product - Process Assumptions ->Assumptions: Features Design Process concepts Technical innovations Advanced materials Reliability assessments New technology ->Document assumptions as part of project plan ->Utilize as inputs to plan ->Consider alternate paths in case assumptions do not play out Errors 1 Almost all errors are caused by human error. ->Forgetfulness - Sometimes we forget things when we are not concentrating. Example: A person forgets to set his/her alarm clock at night. Safeguard: Establish a routine which includes checking before going to bed. ->Errors due to misunderstanding - Sometimes we make mistakes when we jump to the wrong conclusion before we’re familiar with the situation. Example: A person used to a stick shift pushes the brake petal in an automatic thinking it is the clutch. Safeguards: Training, checking in advance, standardizing work procedures. ->Errors in identification - Sometimes we misjudge a situation because we view it too quickly or are too far away to se it clearly. For example, a $1 bill is mistaken for a $10 bill. Safeguards: Training, attentiveness, vigilance. Errors 2 Errors 3 Process Failure Causes 1. Omitted processing 2. Processing errors 3. Errors setting up work pieces 4. Missing parts 5. Wrong parts 6. Processing wrong work piece 7. Mis-operation 8. Adjustment error 9. Equipment not set up properly 10. Tools and/or fixtures improperly prepared Process Control Examples 1. Standardized work instructions/procedures 2. Fixtures and jigs 3. Mechanical interference interfaces 4. Mechanical counters 5. Mechanical sensors 6. Electrical/Electronic sensors 7. Job sheets or Process packages 8. Bar coding with software integration and control 9. Marking 10. Training and related educational safeguards 11. Visual Checks 12. Gage studies 13. Preventive maintenance 14. Automation (Real Time Control) The Poka-Yoke System Is Zero Defects a Reality? We have Quality Problems! In American manufacturing, this statement leads to an unsatisfactory resolution to the problem. “We have Quality Problems” shifts the concerns from the undetermined true source (operation & process) to an area where the root cause never occurred (Quality Control) and the true cause is addressed and corrected through high cost inspection methods. We Have a Quality Problem! If we review the manufacturing structure and the functioning elements to which the product is going to be exposed to, we will be able to determine possible root causes to the problems prior to production. This is known as Quality Planning and if done properly can eliminate the need for the Quality Control. (Man, Material, Machine, Method, or Measurement) Section One Shingo And The Manufacturing Structure Poka Yoke Defined Shigeo Shingo defines Poka Yoke as: ->Poka “Inadvertent Mistake That Anyone Can Make” ->Yoke “ To Prevent or Proof”Process vs. Operation Process Operation Operation & Process Operation Some People Know How to Drive a Car! Driving is an Operation.
Process Some People Know How to Repair a Car! Repairing is a Process. Categories of the Process Function A Process is the flow by which raw materials are converted into finished goods. Processes fall into one of the following categories: Work: Assembly, disassembly, alter shape or quality Inspection: Comparison with a standard Transportation: A change of location Delay: Time during which no work, transportation or inspection takes place ° Process Delays :Lot does not move until last item finished in process ° Lot Delays: lot delayed in order to maintain 100, 99, 98 ... 2,1,0 Categories of the Operation Function An Operation is an action performed on material within the process. Operations fall into one of the following categories: Preparation/Adjustments Phase:(setup, tool change, adjustments) Principal Operations Phase: Operations repeated in each cycle (hole punch, drill, sheer) ->Main Operations (stamping, cutting) ->Incidental Operations (movement of press, movement of people) Marginal Allowances: ->Fatigue ->Hygiene (wash hands, etc.) ->Operations (shut-down to produce rush order, meetings) ->Work place (breaks, cleaning, maintenance) 5 Elements of Production Defining The 5 Elements Objects of Production: Materials: Raw, Finished, Semi-finished, In-process Agents of Production: People, Machines, Tools, Jigs, Machine Tools, Incidental Devices, Inspection Equipment, The Environment, etc. Methods: Processing System, Load & Capacity Balance, Processing Conditions Space: Left to Right, Front to Back, Top to Bottom Time: Process Time, Production Time, Task Time Changes in the Elements When a change occurs in the Objects of Production: Methods or the means of action may change (How) Space or size and location may change (Where) Time (overall start to finish) or Timing (task start to finish) may change (When) 4 Process Phenomena's Shigeo Shingo’s Five Questions A Problem (or Delay) Occurs ask ->Why? Describe. ->Why? Response! Section Two Reasons Why We Don’t Need Poka Yoke Workers Possess Divine Infallibility Implementation Costs are High The World is not a Dynamic Environment It is Cheaper to Hirer Sorters Quality Control & Production Would Have Nothing To Do We are All Too Busy We use SPC for Improvements Separating Error From Defect Humans Make Errors (Cause), Defects Arise Because Errors Are Made (Effect). It is Impossible to Eliminate Errors From Tasks Performed by Humans. Errors Will Not Turn into Defects if Feedback and Action Takes Place at The Error Stage. Changing Occurrences can reduce Reoccurrence Causes of Defects ->Process Defects Process Failure ->Operational or Procedure Failures Process Error ->Incorrect or Imprecise ->Product Defects Incomplete Product Substandard Product Levels of Defects Level 1: Defects Shipped out of Factory (Taylor Methods) Level 2: Defects Kept within Factory (Sheward Methods) Level 3: Defects Reduced (Juran/Demming Methods) Level 4: Defects Kept within Production Stage (Juran/Demming Methods) Level 5: Defects Not Produced (Shingo Methods) Section Three Inspection Taylor’s Plan Shewhart, Demming & Juran’s Plan Shingo’s Plan Inspection Philosophies 3 Methods of Inspection ->Judgment Inspection (Taylor’s) › Inspection That Discovers Defects ->Informative Inspection (Shewhart’s) › Inspection That Reduces Defects ->Source Inspection (Shingo’s) › Inspection That Eliminates Defects Judgment Inspection Attribute Inspection of Product Which Discovers Defects at the End of the Process ->Rework Costs ->Process Costs of Nonconformaties ->Scrap Costs ->No Information about Process SPC Inspection Inspection of Product Which Reduces Defects at the End of Process Using Inner Process Checks ->Inspection Costs ->Delay Costs ->Extra Equipment Costs ->Scrap Cost Reduced ->Information (Grading or Variable Data) Gained about Process Source & Sequential Inspection Inspection Built into the Operation using Poka Yoke Devices to Detect Errors Before They Become Defects ° Pushes Defect Detection Up-front. Cost Reduced ° Nonconforming Materials are not processed. ° Eliminates need for SPC ° Minimal Cost of Poka Yoke Devices ° Reduces Steps in Process Section Four Efficiency & Waste Production Efficiency & Waste ->Melody Flow Production ->Rhythm Tack Time (Level Production) ->Harmony Standard Operation Man, Machine, Material, Method, Measurement Z Any Element Missing or Incomplete: We Have Noise. (Waste) Types of Waste Stock Inefficiency Excess Stock Parts & Materials Transportation Inefficiencies Inefficient worker movement inefficient results from looking for things Selection inefficient Defective production Cost Contributing to Waste Materials Processing Depreciation Repairs Transportation Recalls Replacement Advertising Section 5 Shingo’s Method Shingo’s Method A Poka Yoke System uses Poka Yoke Devices Built into Source or Sequential Inspection Methods. Properly Implemented, the System Can Achieve: Zero Defects Zero Waste Zero Delays Poka Yoke Devices, Systems & Inspection Poka Yoke Systems Control Systems Halt the operations, and require feedback and action before process can resume. Warning Systems Uses signals to warn the operator that the operations needs feedback and action SQC systems have fairly long periods of time between check stages and feedback execution Poka Yoke Devices, Systems & Inspection Poka Yoke Devices Are Built within the Process In General Have Low Cost Have the Capacity for 100% Inspection Remember SQC is performed outside the process which adds cost and allows defects to escape the system. Every Day Examples Electrical Polarity Poka Yokes Floppy Disk Poke-Yokes Poka Yoke Devices, Systems & Inspection Inspection with Poka Yoke ->Source Inspection (ZQC) Built into process Leads to a zero defect Systems ->Self Check Informative Inspections (SQC) Built inside or outside immediate process Reduces defects to a minimum ->Successive Check Informative Inspection (SQC) Built inside or outside sequential process Reduces defects to a minimum Section 6 Tools For Assessment Organizing Systems for Zero Defects Questions to Ask About Present Systems Can we take current informative inspection systems with successive checks and improve them to get a system of informative inspections with self-check methods? Can we take current informative inspections with self-check methods and improve them to get source inspection? Since informative inspections tolerate the occurrence of defects, can we take these methods and improve them to get source inspection in which the errors that cause defects are detected and prevented from turning into defects. D5 Choose, Implement & Verify Corrective Actions The 8-D System Choose, Implement & Verify CA Objective Choose, Implement & Verify Corrective Actions † By far the most critical step in the problem-solving process is to verify that the solution will in fact eliminate the problem. In addition, it is often the most difficult step. The most common method to evaluate a problem solution is to wait for implementation of the solution, then see if the problem goes away. However, too much time may be lost before conclusive information is available. Verification, where ever possible, should come before implementation. † Several approaches to verification are available. In engineering, design verification and production validation testing provides significant information. In the short term, a bench/lab test can be used to verify. In some cases dynamometer testing can provide verification. Long term one can monitor fleet response. For manufacturing, verification is by in-plant indicators. SPC can verify the elimination of the problem. Sometimes scrap rate reports and conformance audits provide information. Sometimes a designed experiment is part of verification. Choose, Implement & Verify Corrective Actions ->Whatever verifications yo choose, a detailed verification / action plan is required to outline who will be taking what actions by when. The action plan should show what data or statistics will be collected and analyzed, who is responsible and must track actual progress and scheduled completion. The action plan is the detailed Dynamic record of all phases of the problem solving process. ->Good problem solution verifies the customer is satisfied with the solution. If possible, involve the customer in choosing solutions. ->All verification of the problem solution will require decision analysis. Decision analysis is part of the cost and timing consideration of the solution. Decisions affecting cost must include effects on quality, future problem recurrence and complete elimination of the problem. In addition, management and operating procedures may be involved when choosing the solution. Evaluation of any adverse effects caused by the solution are important. The FMEA will most surely be affected. Run Pilot Tests ->Artificially simulate the solution to allow actual process or field variation. ->Field test the solution using pilot customer groups. ->Verify carefully that another problem is not generated by the solution. Monitor Results ->Quantify changes in key indicators. ->Stress the customer / user evaluation. Confirmation Questions ->Can you list and measure all of the indicators related to the problem? ->Which of the indicators are most directly related to the problem? Can yo use the indicators to measure problem severity? ->Can yo determine how often or at what intervals to measure the problem (hourly, shift, daily, weekly, monthly)? ->If there are no changes to the indicators after taking action, can yo determine what to do? Will yo need to take cause, action and verification measures? ->Do all indicators reflect conclusive resolution? ->Has the team prioritized the customer / user evaluation after implementation? ->What scientific methods are being used to verify effectiveness in the short term and to predict the outcome long term? Verification Questions ->Has the customer been contacted to determine a date when verification will be evaluated? ->What data has been established for follow-up? ->Has a time-line (project) chart been completed? ->Have field tests been conducted using pilot customer groups? ->Have dates been established when verification of effectiveness will be evaluated? Corrective Actions Check List D6 Implement Permanent Corrective Actions The 8-D System Implement Permanent CA Objective Implement Permanent Corrective Actions Implement Permanent Corrective Actions ->Once the root cause(s) have been identified, the team establishes an action plan on the permanent actions to be taken. Again, the action plan includes who will do what by when. The permanent actions are implemented to solve the problem. The question “Why did this occur?” must be answered. ->Establish ongoing controls on the process to ensure the process remains in control. Once the permanent corrective actions are in place, the ongoing controls will verify the effects of the actions. ->To forecast reduction of the problem, indicators such as scrap reports, etc., can be used. A statistical plan will verify the effectiveness of the actions. A systematic approach involves a plan to establish the facts using data or evidence as a requirement for making decisions. Data is obtained by investigations and experiments to test assumptions. These assumptions are identified by translating the customer concerns into understandable definitions of what the problem is and relating these definitions of the problem to product and processes. These definitions and data are used to verify solutions. Implement Permanent Corrective Actions ->Once permanent solutions are in place, document the changes. In addition, all customers need to be informed about what actions were taken. In most cases, some type of training is required to institute permanent corrective actions. Training may be required to implement a product design or process change. In addition, implementation of the permanent actions may need to include the effect on design or process issues. In manufacturing, maintenance personnel often need to be informed of the changes. ->Another important part is to correct the obvious. This includes correcting defective parts already produced, changing product design, changing tooling, reworking defective machines and/or equipment, revising ineffective operating systems or working with and/or replacing suppliers. ->Contingency actions should be identified if for some reason the permanent actions cannot be implemented. For example, in manufacturing a recommendation to single source a part may be recommended. But, if one vendor is unable to meet the increased productivity alternate action is necessary. Contingency actions based upon risk assessment are essential to the success of permanent corrective actions for customer protection and problem solution. Implement Permanent Corrective Actions Flow Validation Evidence Corrective Action Questions Ongoing Controls - Questions Forecast Outcome Implement CA and Verify Over Time Check List D7 Prevent Recurrence The 8-D System Prevent Recurrence Objective ∞ This next step in the Problem-Solving Process is the seventh step. It is important to understand what in the process allowed the problem to occur. A cause-and-effect diagram can be used to outline the reasons the problem occurred. By asking “Because?” the C&E diagram can be constructed. ∞ Another effective tool is a process flow diagram. The process flow of the manufacturing or engineering process can be effective in identifying where in the process the problem could have been prevented. To prevent recurrence of the problem, most of the time a change to the management system will be required. Managers must understand why their system allowed a problem develop. The same system will allow future problems to occur. Δ Δ Management systems, practices and procedures need to be fully understood to be effective. Most of them are carry-overs from previous model years and organized structures. Some are outdated and need to be revised. Understanding the elements of a management system can be achieved by maintaining an up-to-date flow diagram of the system and process. Also, there should be easy to follow instructions for those who are part of the system. Δ Management systems, practices and procedures should provide management support for ‘Never ending improvement’ in all areas and activities. The system should encourage individuals to participate freely in the problem solving process. It should help to understand more about their job and how each individuals’ effort affects the outcome of the final product on customer satisfaction. The system should encourage everyone to learn something new. And it should recognize individual and team effort when these new skills are applied. Δ Changes in the management system can require documenting new standard procedures, streamlining to remove obsolete procedures and revising previous standards. Changes in the management system need to be communicated clearly to all customers. Δ To prevent recurrence additional training is often required. Training may be needed in statistical techniques and methodologies, new engineering or manufacturing technologies or disciplines, better process and/or project management. Δ If concerns develop regarding changes to the system, these issues will be addressed. A new team may need to be assigned with the authority to address the management system. Prevent Recurrence Flow Prevent Recurrence Questions Prevent System Problems Check List D8 Congratulate Your Team The 8-D System Congratulate the Team Congratulate Your Team The final step in a team oriented problem solving effort is to recognize the team’s collective efforts in solving the problem and show gratitude by applauding individual contributions. Management will need to determine the best way to recognize the team’s contribution to the origination. In addition, individual effort and talents need to be highlighted and rewarded. Team oriented problem solving involves risk taking, some conflict, hard work and participation by everyone. It includes a free exchange of ideas,, individual talent, skill, experience and leadership. The team approach, when led effectively, produces a driving force of individuals motivated and committed to solving a specific problem. Congratulate Your Team The form of recognition can vary, depending upon the complexity and severity of the problem. It is important to document what was learned while solving the problem so that this information can be used by others for planning. A description of the various actions carried out, together with the analysis and results obtained through the problem solving process, provide information that can be used to prepare a case study report. Case study reports include the purpose and objective, the procedure or problem solving steps followed, the data obtained through various investigative methodologies and the analysis of data in the form of results shown by charts and graphs, conclusions and recommendations. This final step in the problem solving process is to conclude the successful efforts of the team is to acknowledge the significance and value, in quantifiable terms, of solving the problem for the customer and for improving quality and productivity for the company. Congratulate Your Team Flow Congratulate Your Team Objective & Questions Congratulate Your Team Check List
ADVERTISEMENT
View the Elsmar Cove Privacy Policy and Terms and Conditions

Effective Problem-Solving Techniques in Business
Problem solving is an increasingly important soft skill for those in business. The Future of Jobs Survey by the World Economic Forum drives this point home. According to this report, complex problem solving is identified as one of the top 15 skills that will be sought by employers in 2025, along with other soft skills such as analytical thinking, creativity and leadership.
Dr. Amy David , clinical associate professor of management for supply chain and operations management, spoke about business problem-solving methods and how the Purdue University Online MBA program prepares students to be business decision-makers.
Why Are Problem-Solving Skills Essential in Leadership Roles?
Every business will face challenges at some point. Those that are successful will have people in place who can identify and solve problems before the damage is done.
“The business world is constantly changing, and companies need to be able to adapt well in order to produce good results and meet the needs of their customers,” David says. “They also need to keep in mind the triple bottom line of ‘people, profit and planet.’ And these priorities are constantly evolving.”
To that end, David says people in management or leadership need to be able to handle new situations, something that may be outside the scope of their everyday work.
“The name of the game these days is change—and the speed of change—and that means solving new problems on a daily basis,” she says.
The pace of information and technology has also empowered the customer in a new way that provides challenges—or opportunities—for businesses to respond.
“Our customers have a lot more information and a lot more power,” she says. “If you think about somebody having an unhappy experience and tweeting about it, that’s very different from maybe 15 years ago. Back then, if you had a bad experience with a product, you might grumble about it to one or two people.”
David says that this reality changes how quickly organizations need to react and respond to their customers. And taking prompt and decisive action requires solid problem-solving skills.
What Are Some of the Most Effective Problem-Solving Methods?
David says there are a few things to consider when encountering a challenge in business.
“When faced with a problem, are we talking about something that is broad and affects a lot of people? Or is it something that affects a select few? Depending on the issue and situation, you’ll need to use different types of problem-solving strategies,” she says.
Using Techniques
There are a number of techniques that businesses use to problem solve. These can include:
- Five Whys : This approach is helpful when the problem at hand is clear but the underlying causes are less so. By asking “Why?” five times, the final answer should get at the potential root of the problem and perhaps yield a solution.
- Gap Analysis : Companies use gap analyses to compare current performance with expected or desired performance, which will help a company determine how to use its resources differently or adjust expectations.
- Gemba Walk : The name, which is derived from a Japanese word meaning “the real place,” refers to a commonly used technique that allows managers to see what works (and what doesn’t) from the ground up. This is an opportunity for managers to focus on the fundamental elements of the process, identify where the value stream is and determine areas that could use improvement.
- Porter’s Five Forces : Developed by Harvard Business School professor Michael E. Porter, applying the Five Forces is a way for companies to identify competitors for their business or services, and determine how the organization can adjust to stay ahead of the game.
- Six Thinking Hats : In his book of the same name, Dr. Edward de Bono details this method that encourages parallel thinking and attempting to solve a problem by trying on different “thinking hats.” Each color hat signifies a different approach that can be utilized in the problem-solving process, ranging from logic to feelings to creativity and beyond. This method allows organizations to view problems from different angles and perspectives.
- SWOT Analysis : This common strategic planning and management tool helps businesses identify strengths, weaknesses, opportunities and threats (SWOT).
“We have a lot of these different tools,” David says. “Which one to use when is going to be dependent on the problem itself, the level of the stakeholders, the number of different stakeholder groups and so on.”
Each of the techniques outlined above uses the same core steps of problem solving:
- Identify and define the problem
- Consider possible solutions
- Evaluate options
- Choose the best solution
- Implement the solution
- Evaluate the outcome
Data drives a lot of daily decisions in business and beyond. Analytics have also been deployed to problem solve.
“We have specific classes around storytelling with data and how you convince your audience to understand what the data is,” David says. “Your audience has to trust the data, and only then can you use it for real decision-making.”
Data can be a powerful tool for identifying larger trends and making informed decisions when it’s clearly understood and communicated. It’s also vital for performance monitoring and optimization.
How Is Problem Solving Prioritized in Purdue’s Online MBA?
The courses in the Purdue Online MBA program teach problem-solving methods to students, keeping them up to date with the latest techniques and allowing them to apply their knowledge to business-related scenarios.
“I can give you a model or a tool, but most of the time, a real-world situation is going to be a lot messier and more valuable than what we’ve seen in a textbook,” David says. “Asking students to take what they know and apply it to a case where there’s not one single correct answer is a big part of the learning experience.”
Make Your Own Decision to Further Your Career
An online MBA from Purdue University can help advance your career by teaching you problem-solving skills, decision-making strategies and more. Reach out today to learn more about earning an online MBA with Purdue University .
If you would like to receive more information about pursuing a business master’s at the Mitchell E. Daniels, Jr. School of Business, please fill out the form and a program specialist will be in touch!
Connect With Us
More From Forbes
Stumped five ways to hone your problem-solving skills.
- Share to Facebook
- Share to Twitter
- Share to Linkedin
Respect the worth of other people's insights
Problems continuously arise in organizational life, making problem-solving an essential skill for leaders. Leaders who are good at tackling conundrums are likely to be more effective at overcoming obstacles and guiding their teams to achieve their goals. So, what’s the secret to better problem-solving skills?
1. Understand the root cause of the problem
“Too often, people fail because they haven’t correctly defined what the problem is,” says David Ross, an international strategist, founder of consultancy Phoenix Strategic Management and author of Confronting the Storm: Regenerating Leadership and Hope in the Age of Uncertainty .
Ross explains that as teams grapple with “wicked” problems – those where there can be several root causes for why a problem exists – there can often be disagreement on the initial assumptions made. As a result, their chances of successfully solving the problem are low.
“Before commencing the process of solving the problem, it is worthwhile identifying who your key stakeholders are and talking to them about the issue,” Ross recommends. “Who could be affected by the issue? What is the problem – and why? How are people affected?”
He argues that if leaders treat people with dignity, respecting the worth of their insights, they are more likely to successfully solve problems.
Best High-Yield Savings Accounts Of 2024
Best 5% interest savings accounts of 2024, 2. unfocus the mind.
“To solve problems, we need to commit to making time to face a problem in its full complexity, which also requires that we take back control of our thinking,” says Chris Griffiths, an expert on creativity and innovative thinking skills, founder and CEO of software provider OpenGenius, and co-author of The Focus Fix: Finding Clarity, Creativity and Resilience in an Overwhelming World .
To do this, it’s necessary to harness the power of the unfocused mind, according to Griffiths. “It might sound oxymoronic, but just like our devices, our brain needs time to recharge,” he says. “ A plethora of research has shown that daydreaming allows us to make creative connections and see abstract solutions that are not obvious when we’re engaged in direct work.”
To make use of the unfocused mind in problem solving, you must begin by getting to know the problem from all angles. “At this stage, don’t worry about actually solving the problem,” says Griffiths. “You’re simply giving your subconscious mind the information it needs to get creative with when you zone out. From here, pick a monotonous or rhythmic activity that will help you to activate the daydreaming state – that might be a walk, some doodling, or even some chores.”
Do this regularly, argues Griffiths, and you’ll soon find that flashes of inspiration and novel solutions naturally present themselves while you’re ostensibly thinking of other things. He says: “By allowing you to access the fullest creative potential of your own brain, daydreaming acts as a skeleton key for a wide range of problems.”
3. Be comfortable making judgment calls
“Admitting to not knowing the future takes courage,” says Professor Stephen Wyatt, founder and lead consultant at consultancy Corporate Rebirth and author of Antidote to the Crisis of Leadership: Opportunity in Complexity . “Leaders are worried our teams won’t respect us and our boards will lose faith in us, but what doesn’t work is drawing up plans and forecasts and holding yourself or others rigidly to them.”
Wyatt advises leaders to heighten their situational awareness – to look broadly, integrate more perspectives and be able to connect the dots. “We need to be comfortable in making judgment calls as the future is unknown,” he says. “There is no data on it. But equally, very few initiatives cannot be adjusted, refined or reviewed while in motion.”
Leaders need to stay vigilant, according to Wyatt, create the capacity of the enterprise to adapt and maintain the support of stakeholders. “The concept of the infallible leader needs to be updated,” he concludes.
4. Be prepared to fail and learn
“Organisations, and arguably society more widely, are obsessed with problems and the notion of problems,” says Steve Hearsum, founder of organizational change consultancy Edge + Stretch and author of No Silver Bullet: Bursting the Bubble of the Organisational Quick Fix .
Hearsum argues that this tendency is complicated by the myth of fixability, namely the idea that all problems, however complex, have a solution. “Our need for certainty, to minimize and dampen the anxiety of ‘not knowing,’ leads us to oversimplify and ignore or filter out anything that challenges the idea that there is a solution,” he says.
Leaders need to shift their mindset to cultivate their comfort with not knowing and couple that with being OK with being wrong, sometimes, notes Hearsum. He adds: “That means developing reflexivity to understand your own beliefs and judgments, and what influences these, asking questions and experimenting.”
5. Unleash the power of empathy
Leaders must be able to communicate problems in order to find solutions to them. But they should avoid bombarding their teams with complex, technical details since these can overwhelm their people’s cognitive load, says Dr Jessica Barker MBE , author of Hacked: The Secrets Behind Cyber Attacks .
Instead, she recommends that leaders frame their messages in ways that cut through jargon and ensure that their advice is relevant, accessible and actionable. “An essential leadership skill for this is empathy,” Barker explains. “When you’re trying to build a positive culture, it is crucial to understand why people are not practicing the behaviors you want rather than trying to force that behavioral change with fear, uncertainty and doubt.”

- Editorial Standards
- Reprints & Permissions
Join The Conversation
One Community. Many Voices. Create a free account to share your thoughts.
Forbes Community Guidelines
Our community is about connecting people through open and thoughtful conversations. We want our readers to share their views and exchange ideas and facts in a safe space.
In order to do so, please follow the posting rules in our site's Terms of Service. We've summarized some of those key rules below. Simply put, keep it civil.
Your post will be rejected if we notice that it seems to contain:
- False or intentionally out-of-context or misleading information
- Insults, profanity, incoherent, obscene or inflammatory language or threats of any kind
- Attacks on the identity of other commenters or the article's author
- Content that otherwise violates our site's terms.
User accounts will be blocked if we notice or believe that users are engaged in:
- Continuous attempts to re-post comments that have been previously moderated/rejected
- Racist, sexist, homophobic or other discriminatory comments
- Attempts or tactics that put the site security at risk
- Actions that otherwise violate our site's terms.
So, how can you be a power user?
- Stay on topic and share your insights
- Feel free to be clear and thoughtful to get your point across
- ‘Like’ or ‘Dislike’ to show your point of view.
- Protect your community.
- Use the report tool to alert us when someone breaks the rules.
Thanks for reading our community guidelines. Please read the full list of posting rules found in our site's Terms of Service.
IMAGES
VIDEO
COMMENTS
The eight disciplines (8D) model is a problem solving approach typically employed by quality engineers or other professionals, and is most commonly used by the automotive industry but has also been successfully applied in healthcare, retail, finance, government, and manufacturing. The purpose of the 8D methodology is to identify, correct, and ...
Eight Disciplines Methodology ( 8D) is a method or model developed at Ford Motor Company used to approach and to resolve problems, typically employed by quality engineers or other professionals. Focused on product and process improvement, its purpose is to identify, correct, and eliminate recurring problems. [1]
When problems appear, discipline is vital. Disciplines also help, and the eight disciplines of problem-solving (also referred to as the 8Ds) offer a proven process improvement structure that provides a framework for identifying root causes, eliminating them, and preventing reoccurrence. The enduring popularity of the 8Ds attests to their power.
The Eight Disciplines of Problem Solving (8D) is a problem solving methodology designed to find the root cause of a problem, devise a short-term fix and implement a long-term solution to prevent recurring problems. When it's clear that your product is defective or isn't satisfying your customers, an 8D is an excellent first step to ...
8D Problem Solving is a systematic and structured approach used to solve business related problems. It names has been given by the fact there are 8 steps or 8 disciplines that are followed to identify, correct and eliminate recurring problems. 8D Problem Solving is regarded as robust methodology that has proven its worth across multiple ...
8D (or Eight Disciplines of Problem Solving) is a methodology for solving problems that aims to identify the root cause of the problem and provide a solution. 8D is a great first step in improving quality and reliability. Ford Motor Company created this problem-solving method, which was then called Team Oriented Problem Solving.
The 8D Problem Solving methodology is commonly known as "Eight Disciplines of Problem Solving" or simply "8D." It is a structured, team-based approach to identifying, analyzing, and resolving problems, particularly in the areas of product quality and process efficiency. What is 8D Problem Solving? 8D Problem Solving is a structured, team-oriented methodology that consists of…
The 8 Disciplines: A Quick Overview. Understanding the 8 Disciplines that make up the 8D Problem-Solving approach is crucial for comprehending its comprehensive nature. For a comprehensive guide on how to navigate each of the eight disciplines, you can visit Learn Lean Sigma's 8D Problem Solving Guide.
The Ford Motor Company® developed the 8D (8 Disciplines) Problem Solving Process, and published it in their 1987 manual, "Team Oriented Problem Solving (TOPS)." In the mid-90s, Ford added an additional discipline, D0: Plan. The process is now Ford's global standard, and is called Global 8D. Ford created the 8D Process to help teams deal with ...
The eight disciplines (8D) method is a problem-solving approach that identifies, corrects, and eliminates recurring problems. By determining the root causes of a problem, managers can use this method to establish a permanent corrective action and prevent recurring issues. First introduced by Ford, the 8D method offers a consistent way of ...
The 8D, or eight disciplines methodology, is a problem solving process - most likely one of the most widely used problem solving processes out there. It is used by many different countries, in many different industries, and many different organizations. ... The 8 disciplines for problem solving. As you may have noticed, we're starting with ...
The 8D process, also known as the Eight Disciplines of Problem Solving, is a method developed at Ford Motor Company used to resolve problems. It is focused on product and process improvement. The purpose of 8D is to identify, correct, and eliminate recurring problems.
Eight Disciplines Problem-Solving Explained 5. D4: Define and verify root causes and escape points Look for causes that may explain why the problem happened. Test each potential root cause against the problem description and related test data. Try to find where the first indications of a problem arose and identify why your team didn't notice it.
Eight Disciplines (8D) Problem Solving is a structured problem-solving methodology used to identify, analyze, and resolve complex problems in various industries, particularly manufacturing and engineering. The 8D approach aims to provide a systematic and effective way to address issues, improve processes, and prevent the recurrence of problems. ...
The eight disciplines problem-solving method is a systematic, collaborative way to resolve important production process challenges. The objectives of this technique are to discover the underlying cause of a problem, establish containment measures to protect clients and take corrective action to avoid future problems. It's important to note that ...
The Eight Disciplines of problem-solving (8D) is a systematic, holistic and proven methodology designed to identify the root cause of a problem, plan a quick fix, and implement corrective and preventive actions to avoid their recurrence. Find the root cause using 8d management solution. Eight Disciplines or 8D problem solving process helps ...
Eight Disciplines (8D) Problem Solving. The 8D is a team-based, structured approach to problem-solving. The 8D system aims to identify the root causes of the problem and take necessary actions to resolve the recurring issues permanently. The US Government standardized the process of Corrective Actions in MIL-STD-1520 (Corrective Action and ...
According to Ford Motor Company's Team Orientated Problem Solving program (TOPS), you need to take an 8-D perspective. It's not as complicated as it may sound. The 8Ds or disciplines, target three basic aims: identify the problem, correct it, and make sure it doesn't happen again. Since the eight disciplines were first defined, the ...
The 8 Disciplines of Problem Solving. The 8 Disciplines (8D) of problem-solving form a comprehensive process aimed at identifying, correcting, and eliminating recurring issues within any organization. This methodology encourages teams to take collective responsibility for problem resolution, fostering a culture of continuous improvement and ...
8D short for the 8 Disciplines, is a globally recognized problem-solving methodology. It is primarily used as a quality tool where customer complaints of faulty or defective products are needing to be addressed. However, it is not exclusively used for customer complaints; it is well suited to these situations, and many large organizations would ...
The 8 Disciplines of Problem Solving. The true value of the 8 disciplines of problem solving methodology is that it contains all of the important facets of modern problem management. Containment, Root Cause Analysis, Correction and Prevention are all covered using 8D problem solving steps.
The eight disciplines (8D) model is a problem-solving framework that is used to identify, correct, and then eliminate problems. The eight disciplines model was first used by the U.S. Military in the Second World War. In more modern times, it was popularised in a 1987 Ford Motor Company manual on a team-oriented approach to problem-solving, based on eight sequential steps.
D5 Choose, Implement & Verify Corrective Actions The 8-D System Choose, Implement & Verify CA Objective Choose, Implement & Verify Corrective Actions † By far the most critical step in the problem-solving process is to verify that the solution will in fact eliminate the problem. In addition, it is often the most difficult step.
Problem solving is an increasingly important soft skill for those in business. The Future of Jobs Survey by the World Economic Forum drives this point home. According to this report, complex problem solving is identified as one of the top 15 skills that will be sought by employers in 2025, along with other soft skills such as analytical thinking, creativity and leadership.
From understanding the root cause of a problem to using the power of empathy, here are five strategies for solving problems. Problems often arise in organizational life.